
精密機械加工,ベータチタンパイプの
ふたく
二九精密機械工業 株式会社
レーザー溶接
レーザー溶接
更新日:
レーザー溶接は、深溶け込み(幅に対して溶け込みが深い)の溶接が実現できます。
FUTA ・Qでは、光源や出力仕様の異なる複数のレーザー溶接機を使い分け、お客様のニーズを実現しています。
お客様が求める最先端のニーズに応えられるよう、レーザー溶接機のラインナップを整備し、技術開発に努めています。
レーザー溶接加工機の特徴
| FUTA・Q保有の レーザー溶接加工機 |
微細精密レーザー溶接加工機 (ファイバーレーザー) |
シームレス精密レーザー溶接加工機 (ファイバーレーザー) |
高強度精密レーザー溶接加工機 (YAG,ファイバーレーザー) |
|---|---|---|---|
| 主な特徴 | 最小加工径やレーザーエネルギーの 微調整が可能 |
連続的で深い溶接部の 形成が可能 |
高精度で生産性の高い 高強度溶接が可能 |
| 主な適用用途 | 極細ワイヤー製血管内医療処置具 部品などの加工 |
高機能性ガス配管部品 などの加工 |
精密ノズル部品 などの加工 |
| レーザー波長 | 1070nm | 1070nm | 1064nm, 1070nm |
| 材料径 | 外径Φ0.05mm ~ | 外径Φ3mm ~ | 外径Φ0.2mm ~ |
主な適用用途
医療デバイス用途
医療デバイス用途など(代表的なワークサイズ Φ0.05 mm~Φ0.5 mm)
医療デバイス用の部品では、極めて細いワイヤーやパイプ、異形部品に対して、信頼性の高いレーザー溶接や、
血管を傷つけないためのレーザー端部処理を求められます。
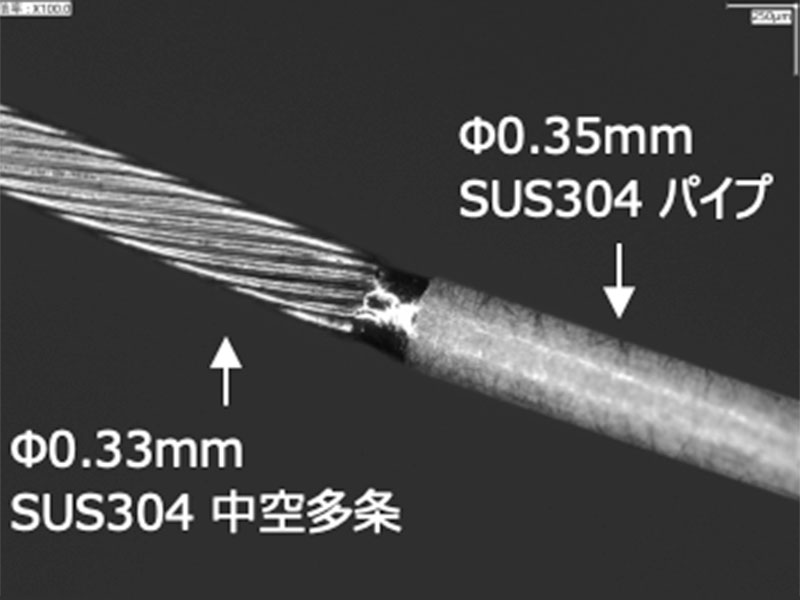
SUS304中空多条コイル(Φ0.33mm) とSUS304パイプ(Φ0.35mm)の溶接
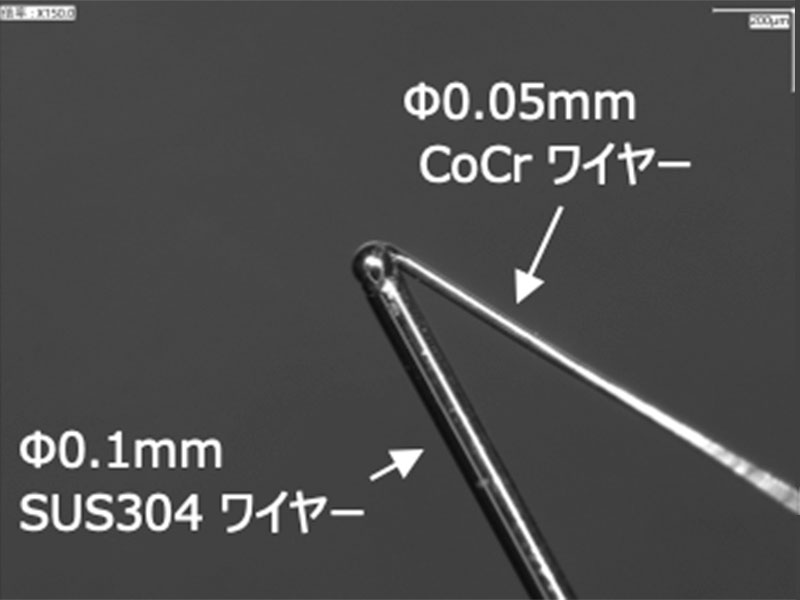
CoCrワイヤー(Φ0.05mm)とSUS304ワイヤー(Φ0.1mm)の溶接
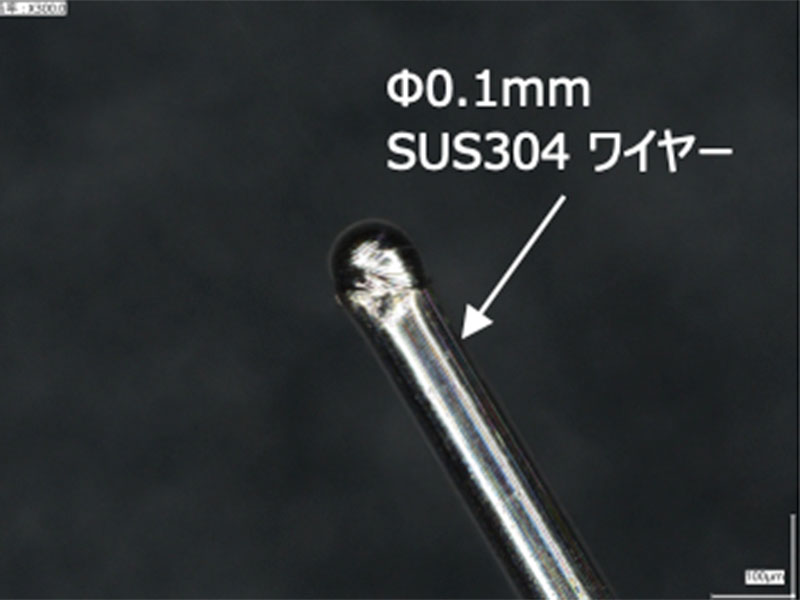
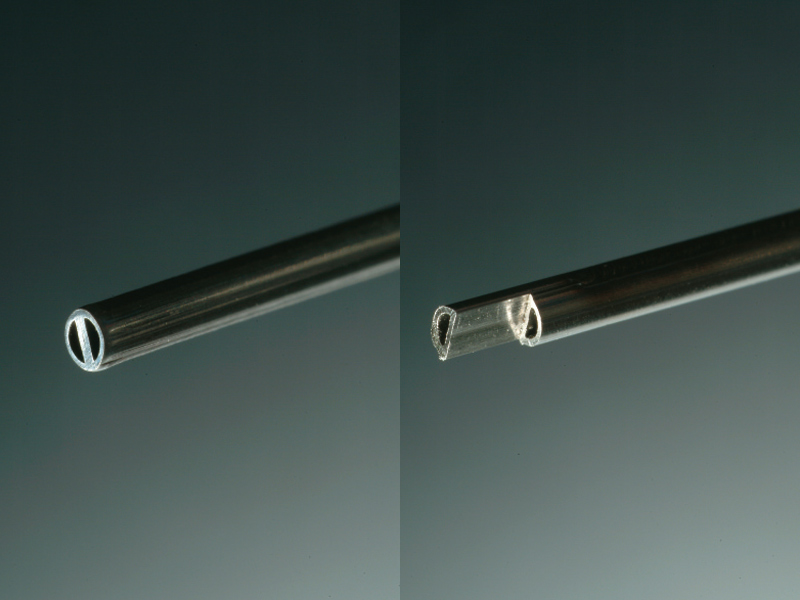
SUS304ワイヤー(Φ0.1mm)の端部処理
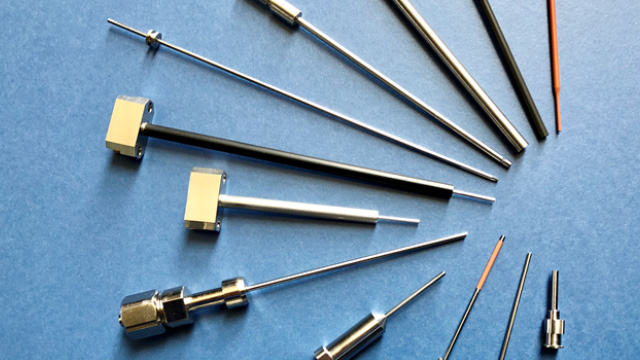
ノズル・ニードル用途
ノズル・ニードル用途など(代表的なワークサイズ Φ0.5 mm~Φ5 mm)
血液分析用や、最先端の生産設備などにもちいられるノズルやニードルでは、正確で信頼性の高いレーザー溶接が求められています。

精密穴加工部品をパイプ先端に溶接
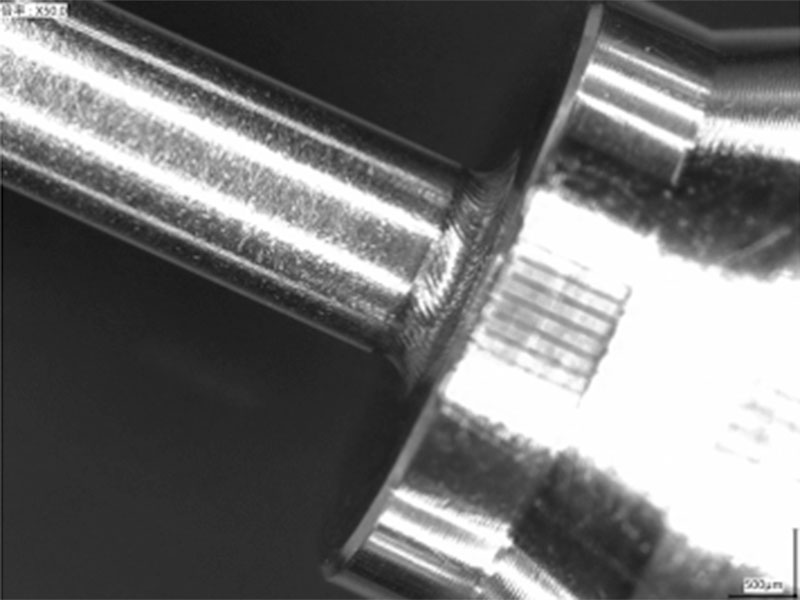
SUS304パイプ(外径Φ1.6mmの)にSUS304切削加工部品を溶接
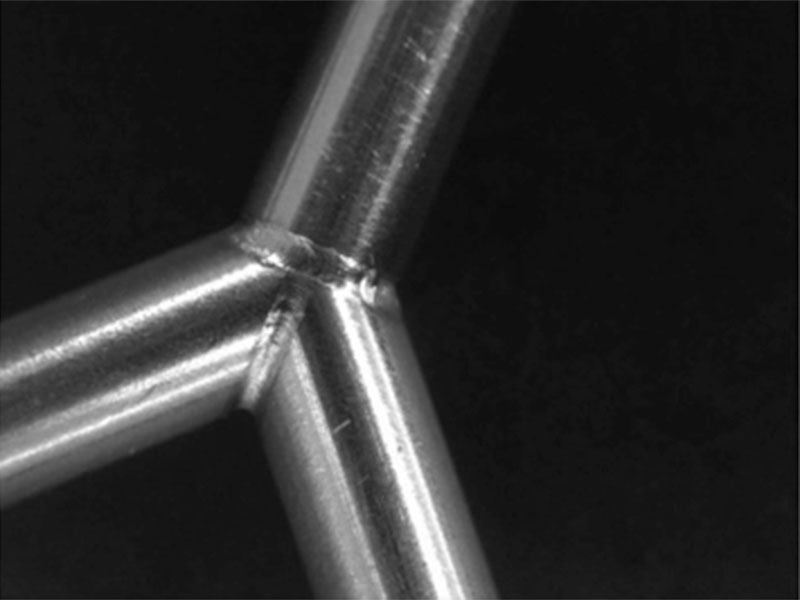
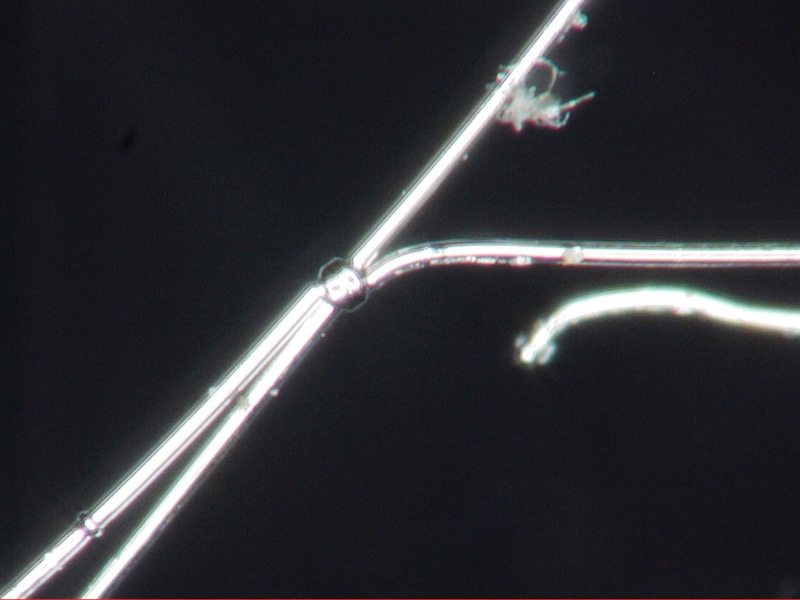
SUS304パイプ
(外径Φ2.4mm/内径Φ2.3mm)をY字分岐管形状に溶接
応用事例
レーザー加工によるパターンカット加工や穴あけ加工に、レーザー溶接や組立加工などを組合せることで、様々な形状や機能を持たせることが出来るようになります。
レーザーカット加工およびレーザー溶接による複合加工品
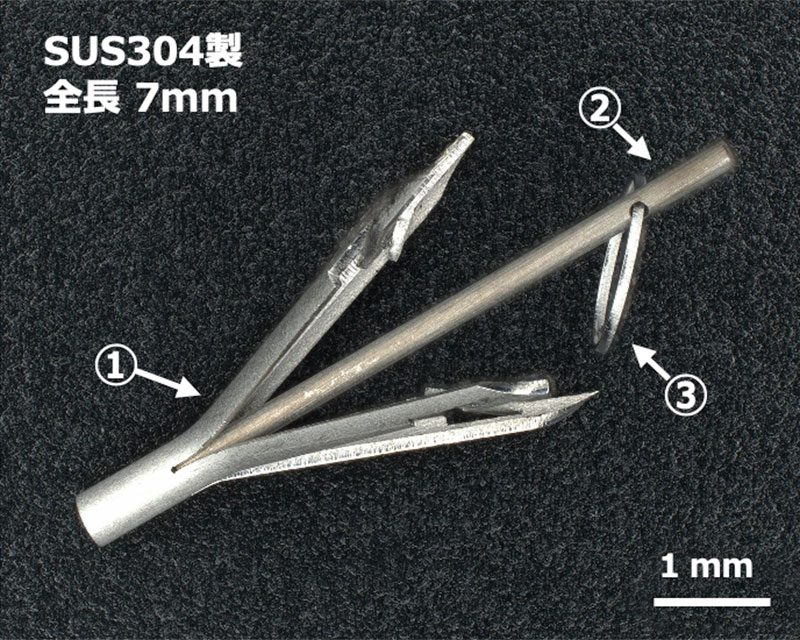
全長7mmのSUS304製加工品です。
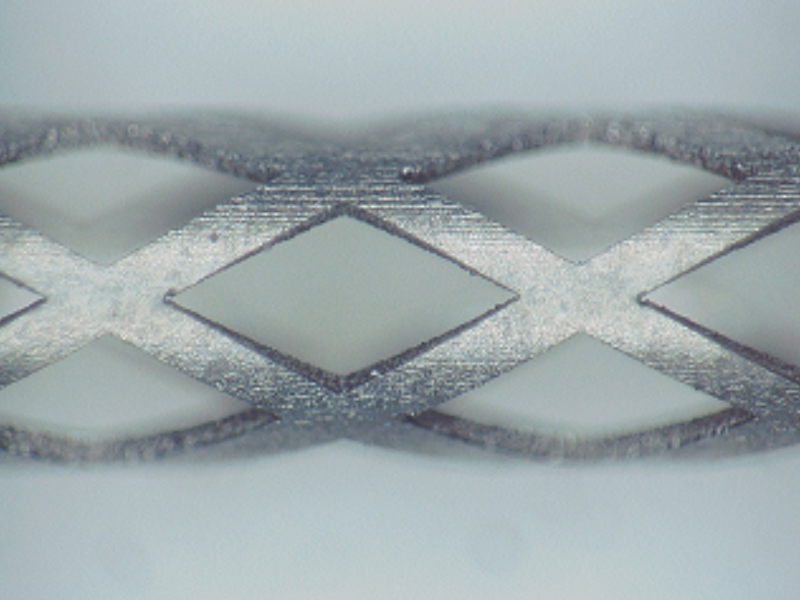
①外径Φ0.51mmのSUSパイプにレーザーパターンカット加工
②外径Φ0.26mmのSUS線にレーザー穴あけ加工
③0.1mm厚のSUS板を円環状に加工曲げ加工やレーザー溶接などを組合わせて製作しています。
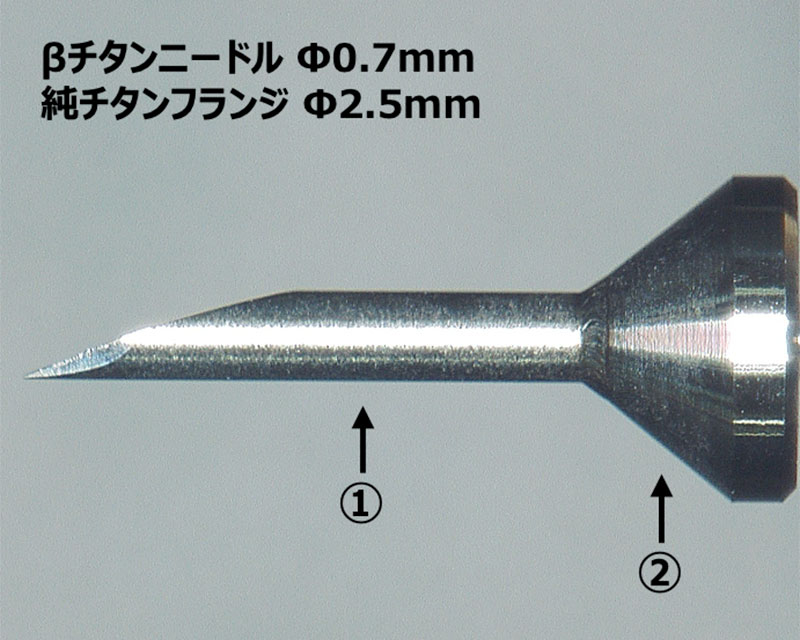
全長5mmのチタン合金製加工品です。
①外径Φ0.7mmのβチタンパイプにレーザーカットで針先加工
②外径Φ2.5mmの純チタンをCNC旋盤でフランジに加工
レーザー溶接で接合しています。
レーザー溶接 接合技術の紹介
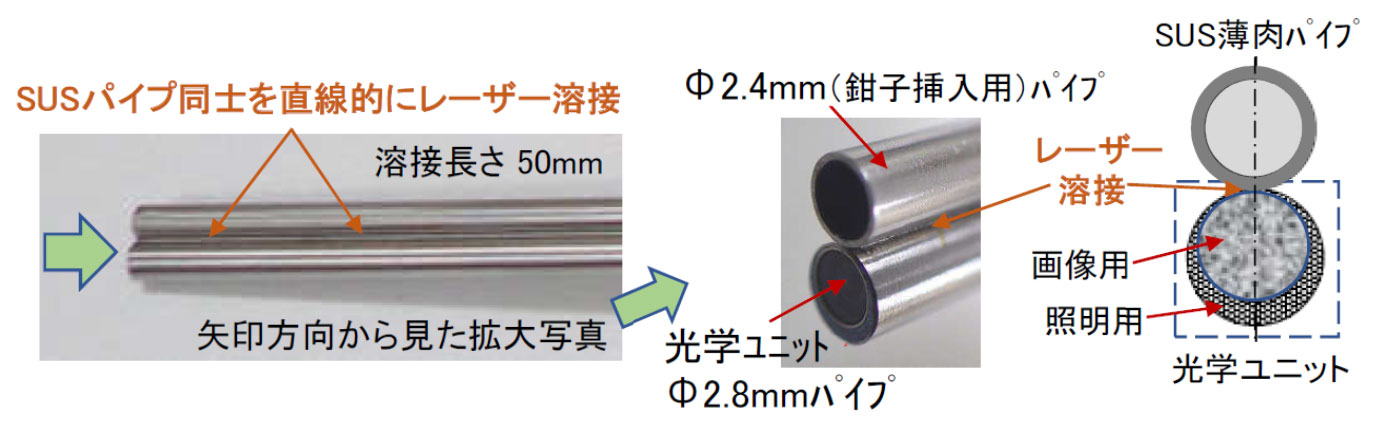
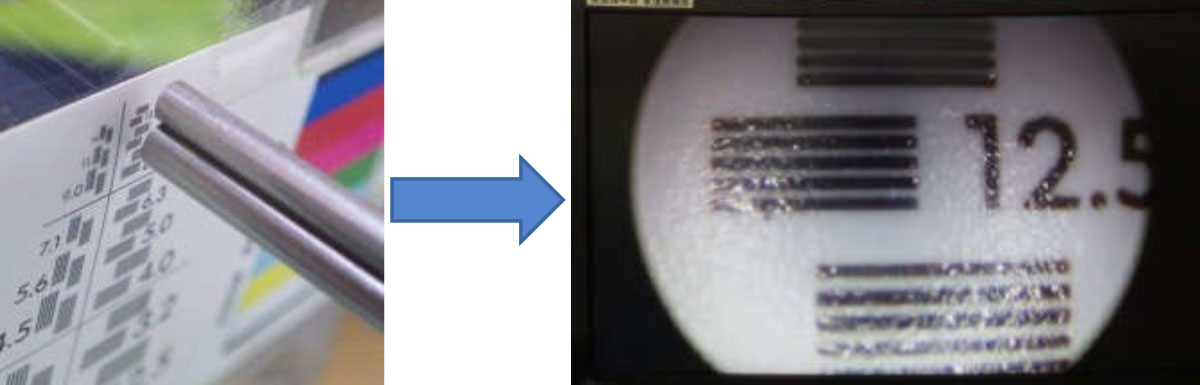
光学ユニット小径パイプとSUS薄肉パイプのレーザ溶接の接合技術を紹介します。
薄肉小径パイプのレーザ溶接は部品が損傷しやすく、設備に精通した技能者の工夫とスキルにより、ようやく実現できるものです。
【溶接工程】
光学ユニットパイプ上部にSUS薄肉パイプを直線的に並べてレーザ溶接する。
【難しい点】
① パイプ内側には照明用と画像用の光ファイバーがあり、
溶接時の熱による歪が出て、撮影画像に何か影響が生じるか心配。
② 溶接の接合部分をなるべく目立たせたくない。綺麗なパイプ外観に仕上げたい。
実現のための工夫とポイント
① レーザ加工機による小径パイプ溶接では、レーザ光幅が狭くなり深くまで溶け込むため、
光ファイバーを損傷させない溶接条件設定が必要。
② パイプ加工面に細かく滑らかに直線的な溶接ビームを作ること。
溶接後の評価
① レーザ溶接部のビードが美しい仕上がりにできた。
② 光学ユニットの撮影画像確認の結果、溶接時の熱による影響は見られなかった。

レーザー直線溶接
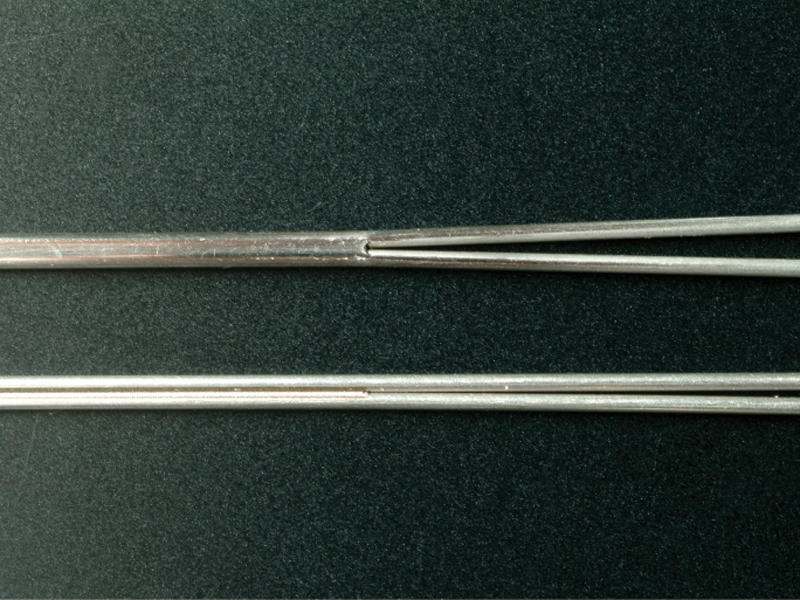
Φ0.81の2本のパイプを溶接後肉もり
レーザー回転溶接

φ5丸材に小径パイプを挿入後溶接
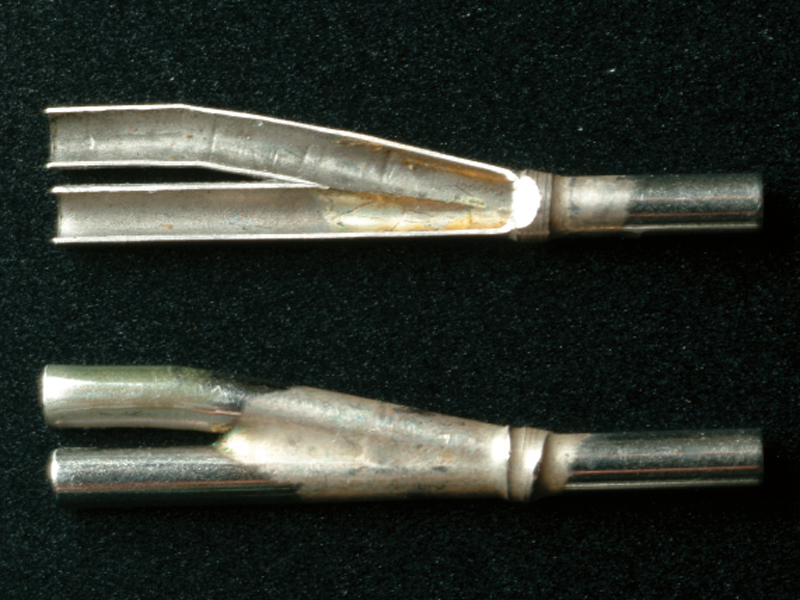
2本の半月型パイプをレーザー溶接
注射針くらいの細いパイプを接合する技術で、溶接部が目立たない特長があります。主に検体を吸引する中空針で使用され、片方のパイプからエアーを送りこみ、他方のパイプから検体を吸い込む2WAY機能を要する製品に最適です。材質・形状は、ご要望に応じて製作いたします。
薄肉パイプ(φ2.4×t0.25)のY字分岐管
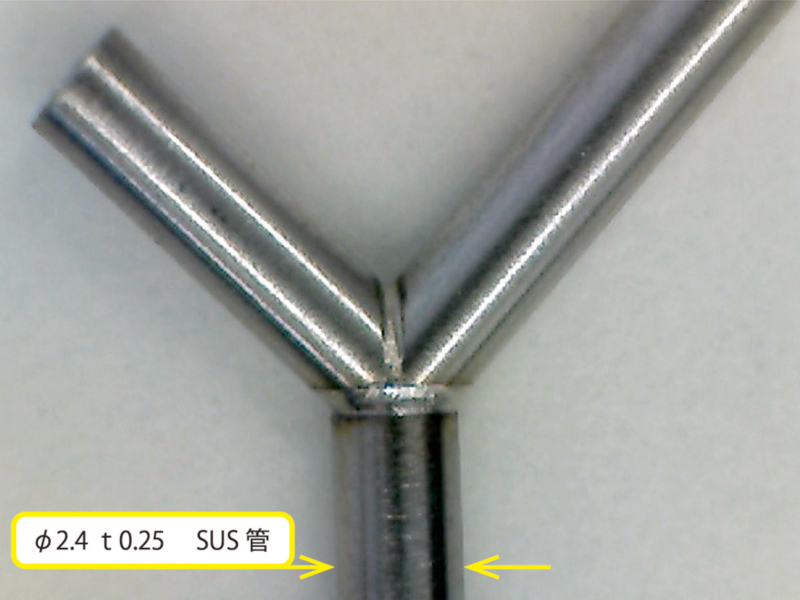
薄肉パイプの溶接にはレーザ溶接が適しています。
レーザー溶接機と切削加工技術の組み合わせでY字の分岐管を完成しました。
レーザー溶接機 特徴
• レーザー径minΦ0.016~
• 溶接深さ1.0mmまで
• X軸・Y軸・回転方向への移動が可能
• 微細スポット溶接が可能

SUS304Φ0.3mm鋼球
+Φ0.08mmSUSワイヤーのスポット溶接
右25μm Pt90Ir10ワイヤースポット溶接


約1.5mm深さまで溶接可能(写真は0.5mm)
レーザー溶接・受託加工についてよくある質問
- 医療機器向けの部品に対応出来ますか?
- はい、医療デバイス用途にも多数の加工実績があります。
ステンレスやチタン合金をはじめ、CoCr合金やPt合金などの医療用高機能金属も対応実績があります。 - どれくらい細いワイヤーまでレーザー溶接できますか?
- Φ0.05㎜のワイヤーに対して、レーザー溶接加工の加工実績があります。
- 溶接による影響としては、どんなことがありますか?
- 材質によっては、酸化や金属間化合物の生成などにより、溶接強度が低下する等の影響があります。
問題になる場合にも、部品構成や加工形状、加工方法等を工夫することで改善できることがあります。
レーザー溶接 加工関連ページ
レーザー溶接 受託加工についての関連ページ
溶接・接合
肉厚素材に向くTIG溶接、薄肉で微細溶接に適したレーザー溶接、従来からの接合技術であるロー付けなど、材質・形状・目的に応じた最適な接合技術をご提案させていただきます。
レーザー加工
10μⅿの微細加工から、デザインされたパターンカット、レーザー溶接、UVマーキングなど。ガラスにも加工が可能な超短パルスレーザー加工機をはじめ、それぞれの加工品や製品形状に最適な各種レーザー加工機を保有しています。
ノズル・ニードル/パイプ製品
FUTA・Qの特徴は、多種多様な特殊材細管の設計・加工・組立を一括してできることです。 ステンレスパイプはもとより、βチタン、NiTiチタン、コバルト合金など豊富な加工実績があります。
