
精密機械加工,ベータチタンパイプの
ふたく
二九精密機械工業 株式会社
小径深穴加工
小径深穴加工
更新日:
FUTA-Qの小径穴加工技術について
分析装置に使用されるノズルやバルブの性能として、正確に流れを制御するための
「精密な流路」が求められ、それらの実現には「小径穴加工技術」が必須となります。
【加工】
当社の様々な加工設備(微小径ドリルを用いた切削加工やレーザ加工など)
により、高精度の小径穴加工部品を社内で一貫製作することができます。
【素材】
難削材(チタン、ハステロイ、インコネル、セラミック、マグネシウム、
超硬、ステンレス、貴金属など)についても多くの加工実績があります。
【小径穴加工例】
ドリルによる切削加工にて最小φ0.03~の穴加工が可能です。
加工実績は下表をご参照ください。
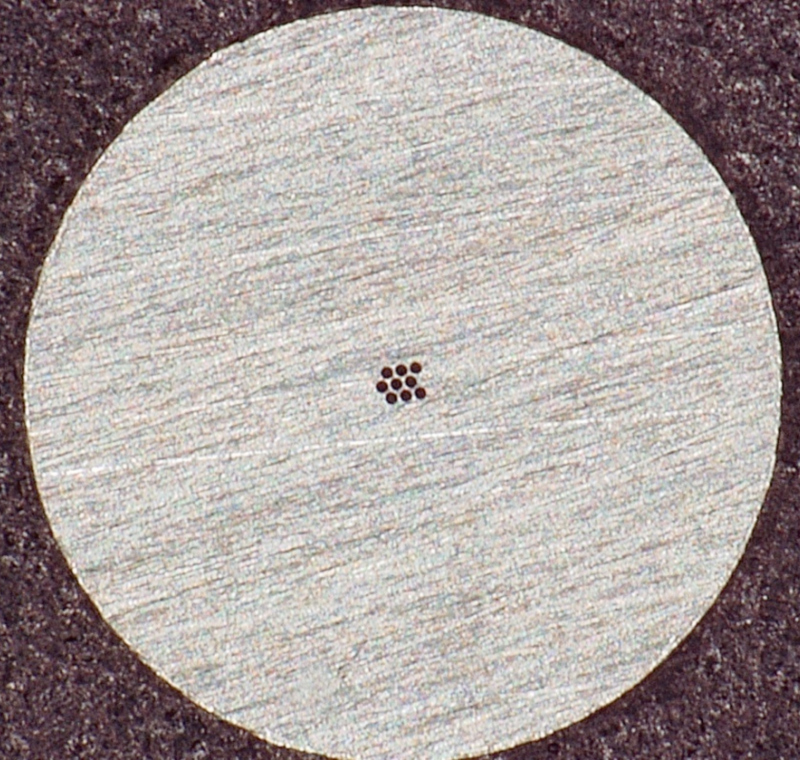
肉厚 T0.05
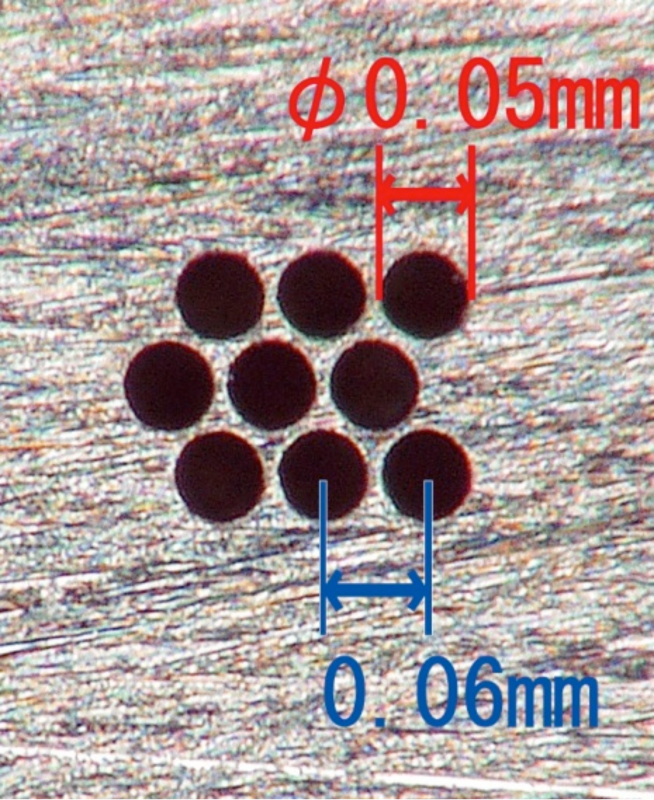
外径φ0.05 ピッチ0.06
細穴を交差させる加工(カットサンプル)
小径穴加工実績
| 穴径(mm) | 深さ(mm) | 材質 |
|---|---|---|
| φ0.05 | 1.0 | SUS316L |
| φ0.10 | 2.0 | TB340・SUS316 |
| φ0.15 | 2.0 | SUS316 |
| φ0.20 | 6.0 | SUS316L |
| φ0.25 | 8.0 | 64チタン |
| φ0.5 | 36.0 | SUS304 |
| φ1.0 | 50.0 | SUS316 |
| φ3.0 | 62.0 | SUS304・ハステロイC |
小径深穴加工例
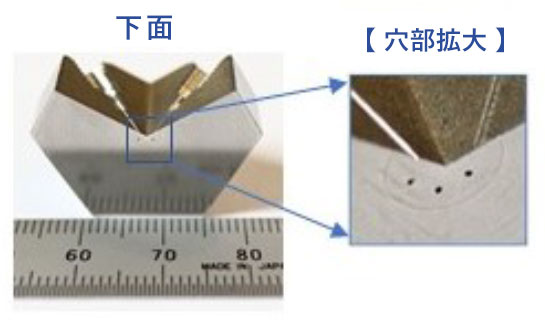
ノズル穴加工例①
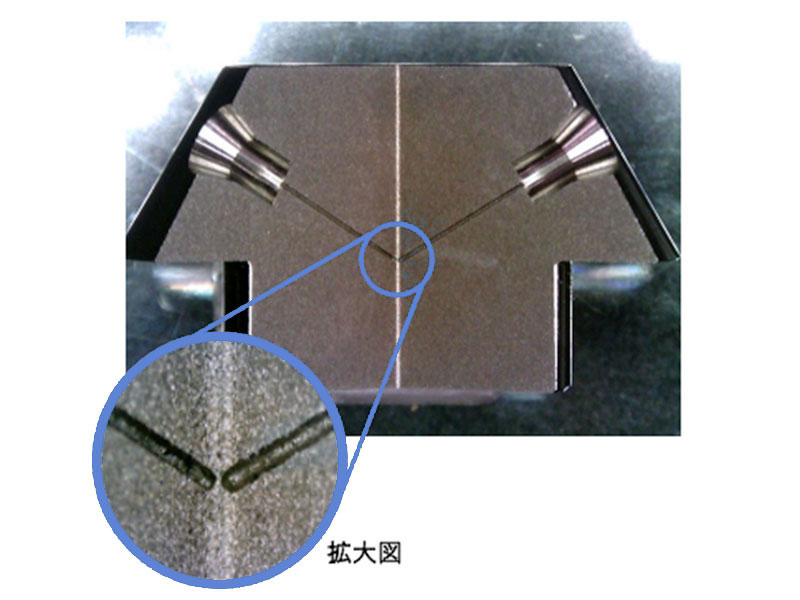
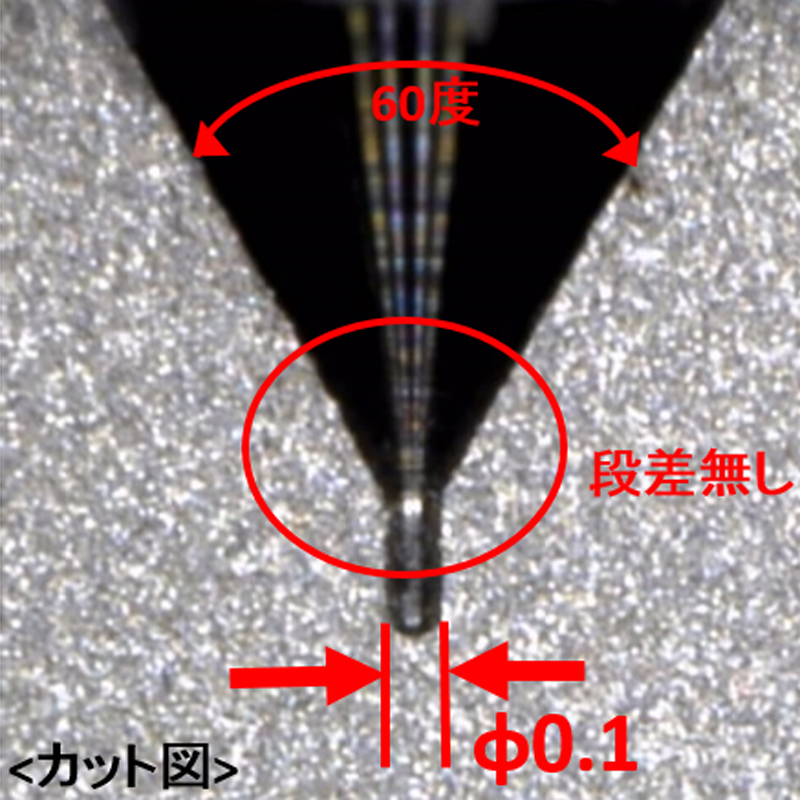
下写真のカットサンプルは、 6つの流路をPCD 2.5mmに集中させる 機能を持つノズルです。
ドリル振れを抑えることで、開孔面にバリのない微細穴を貫通させています。
①材質: SUS316 ②サンプル厚み:15mm
③ノズル穴径:Φ0.2mm×6個 ④ノズル加工角度: 35°

 ●PCDとは、ピッチ円直径を表しており、左図では、
●PCDとは、ピッチ円直径を表しており、左図では、
ピッチ円 2.5mmの円周上に等間隔で 6カ所の穴があることを表しています。
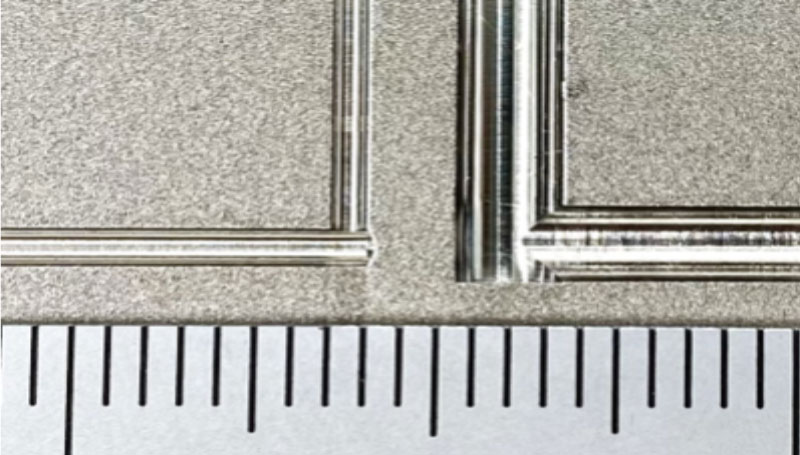
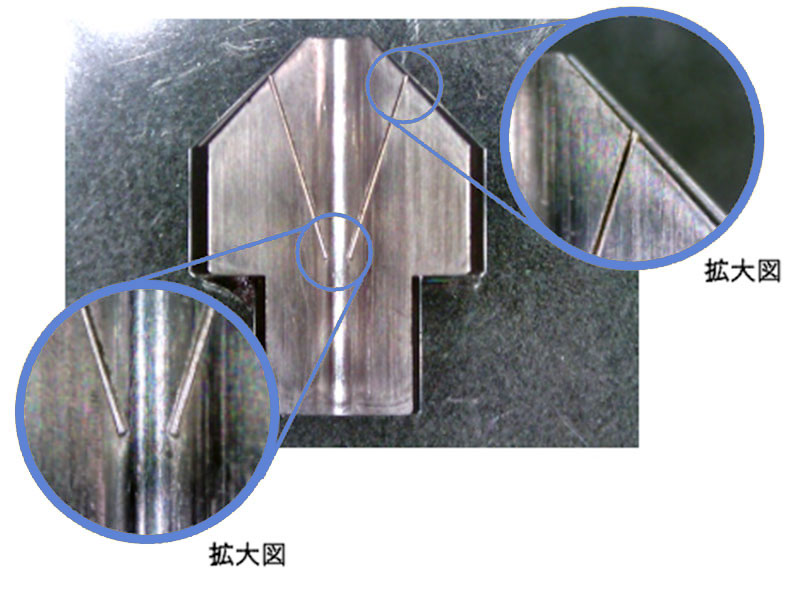
ノズル穴加工例②
工具や加工条件を適正化し、微細な穴を正確な位置へ開けられます。
- ①材質:64チタン
- ②ノズル穴径:φ0.2㎜
- ③ノズル深さ:5.0㎜
穴先端の正確な位置合わせができます。
斜めの面からでも穴が流れずに加工ができます。
主な加工設備
下図は、小径深穴加工のアスペクト比を例示するサンプル断面写真です。
お客様のご要望に対して、最適な加工方法を提案させていただきます。
(アスペクト比、平行穴加工精度、仕上げ粗さなど)
| 加工機名称 | 最小穴径(量産) | 特徴 |
|---|---|---|
| 高精度高速微細加工機 | φ0.05mm〜 | 微小径ドリルによる切削加工 高精度微細加工可能(上記) |
| 小径CNC自動旋盤 | φ0.05mm〜 | 微小径ドリルによる切削加工 |
| スイス式CNC自動旋盤 | φ0.10mm〜 | 微小径ドリルによる切削加工 長尺材料から連続加工可能 |
| ファイバーレーザ加工機 | φ0.05mm〜 | 薄板やパイプ製品の穴加工 高速で多数の穴加工が可能 |
| フェムト秒レーザ加工機 | φ0.01mm〜 | 材質問わず、薄板の穴加工 に使用、極小加工が可能 |
小径深穴加工例
| アスペクト比 | ||
|---|---|---|
| 20 | 25 | 30 |
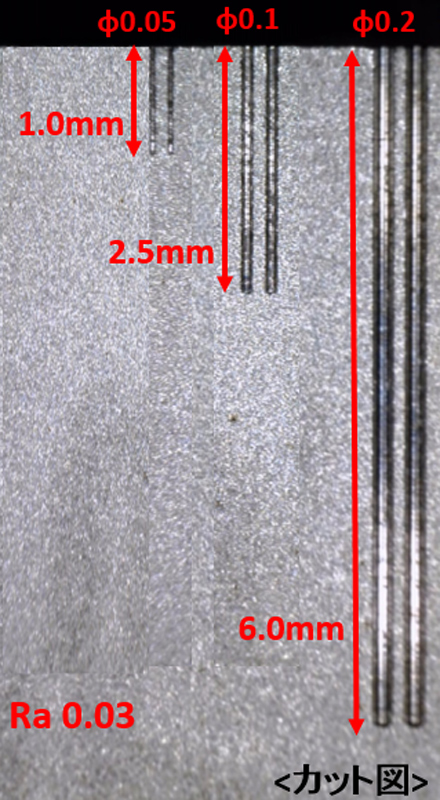
| φ0.05 | φ0.1 | φ0.2 |
穴径φ0.1mmを深さ2.5mm(D×25倍)で直進度0.05mm以内に加工、内径面粗度Ra0.4以下に仕上げ、ドリル加工による流れ(直進性悪)発生を低減します。
加工実績:φ0.05mm(D×1.0mm) φ0.1mm=(D×2.5mm) φ0.2mm=(D×6.0mm)他
80mm深穴加工 面粗度例
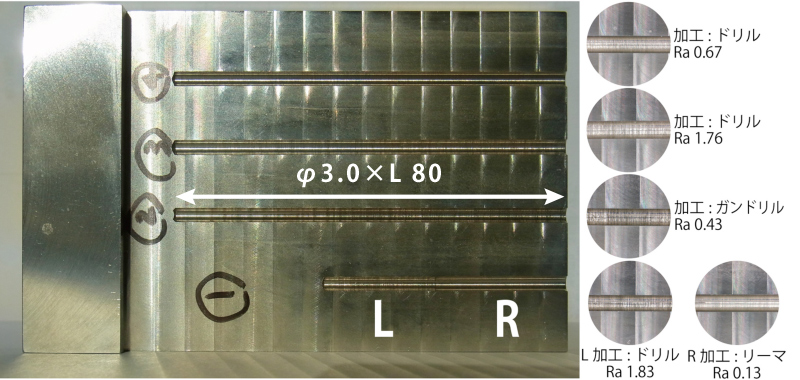
穴径φ3.0mm 深さ80mm のドリル加工
<面粗度例> ドリル :Ra0.67~1.83
ガンドリル:Ra0.43
リーマ :Ra0.13
160mm深穴加工 + 内径研磨
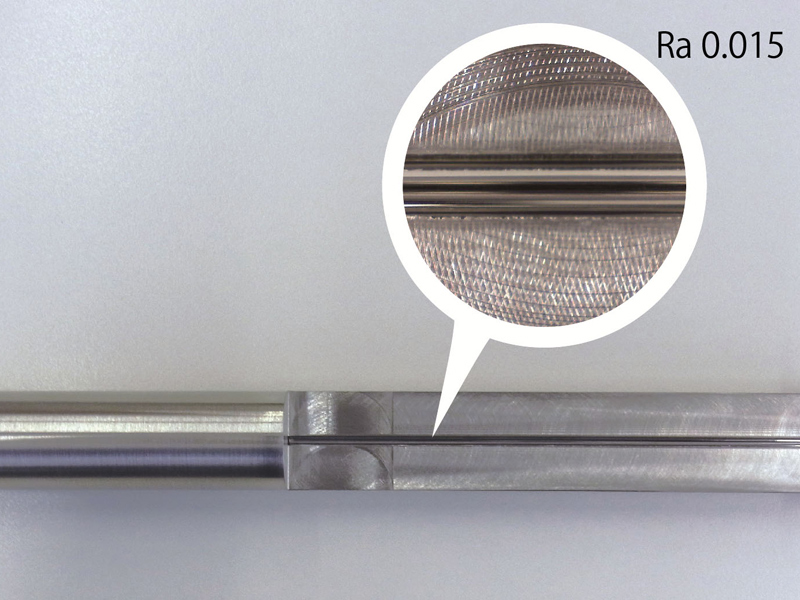
穴径φ1.7 深さ160L ドリル加工 面粗度Ra0.015
