
精密機械加工,ベータチタンパイプの
ふたく
二九精密機械工業 株式会社
HOME » FUTA・Qメルマガ » 切削・小径穴 » 小径パイプ・ワイヤー » vol.70 高精度の深穴加工を可能にするガンドリル加工の紹介
vol.70 高精度の深穴加工を可能にするガンドリル加工の紹介
vol.70 高精度の深穴加工を可能にするガンドリル加工の紹介
更新日:
FUTA・Qでは、βチタン等の特殊合金製パイプや、その加工品であるノズルやニードルを自社で一貫して製造することができます。ガンドリル加工は、これらの製品を作る上で基礎となる工程です。その名の通り、銃口部分の深い穴を開けるために開発された加工機になります。深穴を精度良く切削するしくみや、当社保有ガントリル加工機の特徴をご紹介します。

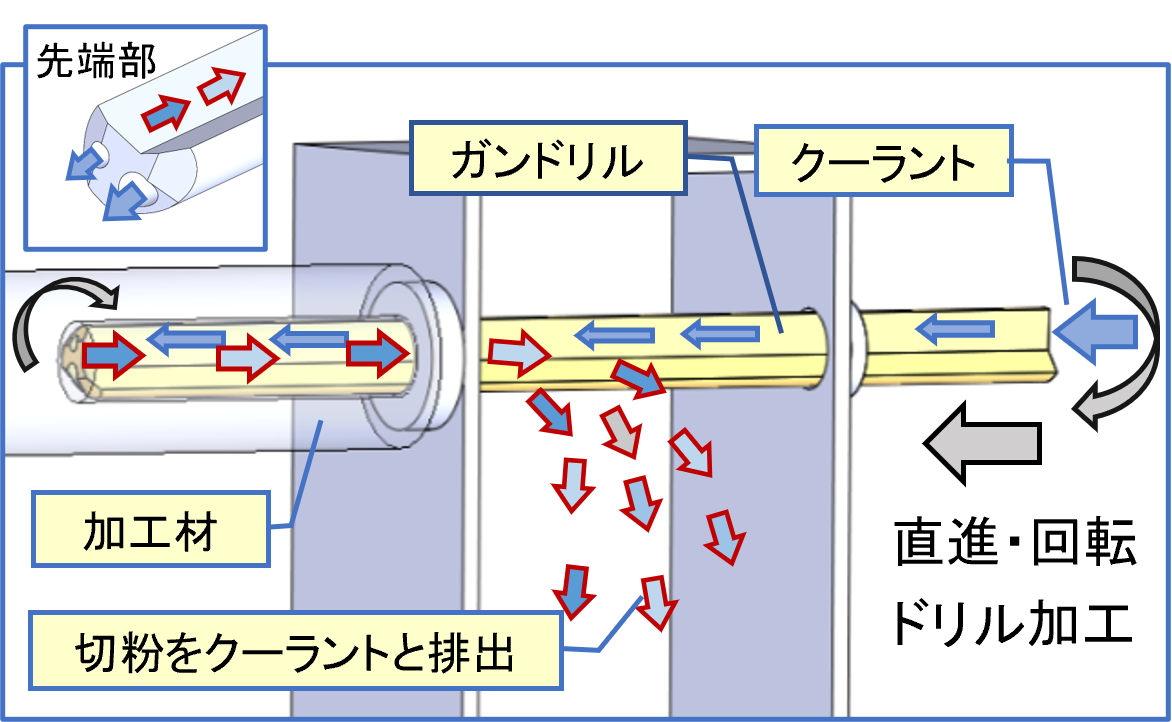
■ ガンドリル加工のしくみ
ガンドリル内部の穴から送り込んだ冷却液(クーラント)を先端から噴出させながら穴加工を行います。穴加工時に発生する切り屑は、ガンドリルの外側のV溝を通して穴の外へと排出されるので、穴の内面を傷つけずに加工することができます。
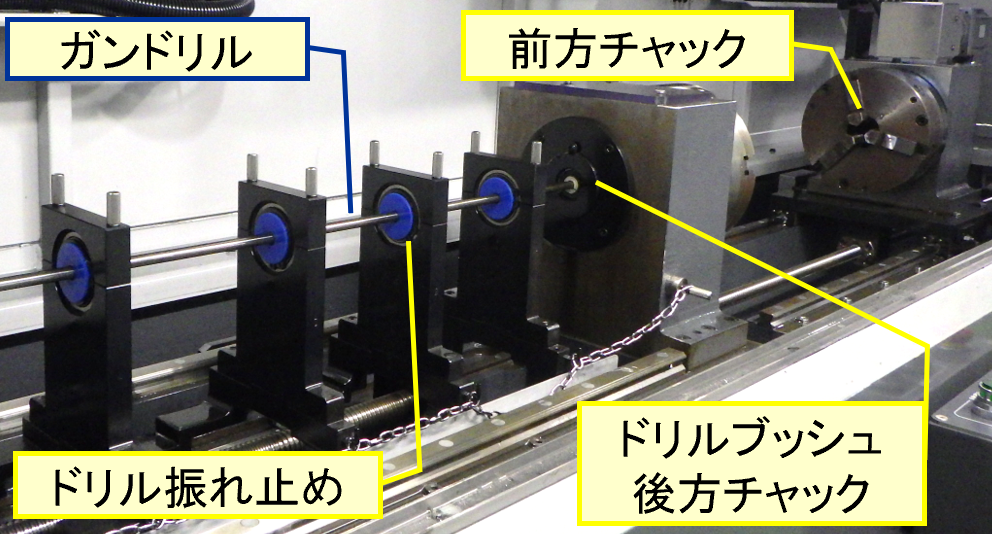
■ ガンドリル加工機による深穴加工の特徴
例えば、ガンドリル加工で制作した加工精度の良好なパイプを使用して、ドローイング加工を行うことで、内径φ0.4 mmの精密パイプや高精度ノズルに加工することができます。

■ FUTA・Q保有のガンドリル加工機の仕様
・ 加工穴径 : φ1 mm~φ24 mm
・ 加工穴深さ : Max600 mm
・ 主軸回転数 : 1~4000 min-1
・ 最大ワークサイズ : φ120 mm×850 mm
■ マシニングセンタに装着してガンドリル加工(小径穴φ1mmから、LD=40倍)
FUTA・Qでは、保有するマシニングセンタにクーラント供給オプションを装備しており、あらかじめ材料にパイロットホールを開けた後、ガンドリルで深穴加工が可能です。
☆ 特殊材料の小径パイプや深穴加工が必要な際には、二九精密機械工業にご相談ください!
