
精密機械加工,ベータチタンパイプの
ふたく
二九精密機械工業 株式会社
HOME » FUTA・Qメルマガ » 仕上げ・鏡面・接合 » 切削・小径穴 » vol.67 L/D80倍を実現! φ0.5 mm小径深穴加工の限界に挑戦!
vol.67 L/D80倍を実現! φ0.5 mm小径深穴加工の限界に挑戦!
vol.67 L/D80倍を実現! φ0.5 mm小径深穴加工の限界に挑戦!
更新日:
気体や液体を精密に制御するための部品の流路は、直径や長さ、形状はもちろんのこと、内面の表面状態に配慮した高精度な穴加工が必要とされます。今号では、様々な部品加工への活用が見込める「小径深穴加工」の限界に挑戦した事例をご紹介します。
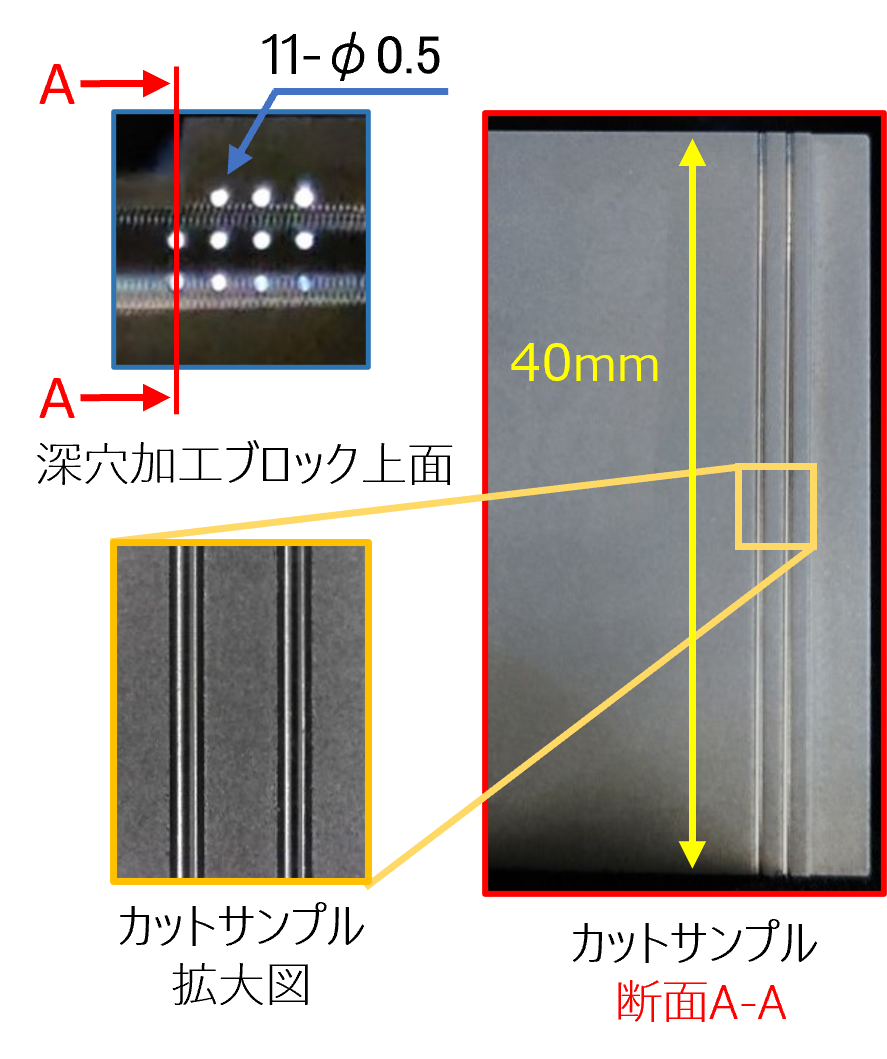
■ 切削による小径深穴加工例
小径穴φ0.5 mmにおけるこれまでの切削加工の実績としては、深さ13.5 mm程度でした。今回は、加工工具や加工条件などの適正化を図ることで、L/D80倍の深さ40 mmの深穴加工に成功しました。切削加工で開けた深穴は、穴の内面を滑らかに仕上げることができる特徴があります。
■切削による精密小径穴加工例
小径穴φ0.2 mmを正確な位置に開けるために、加工工具や加工条件の適正化をはかっています。斜めの加工面からでも、小径穴先端の正確な位置合わせを行います。
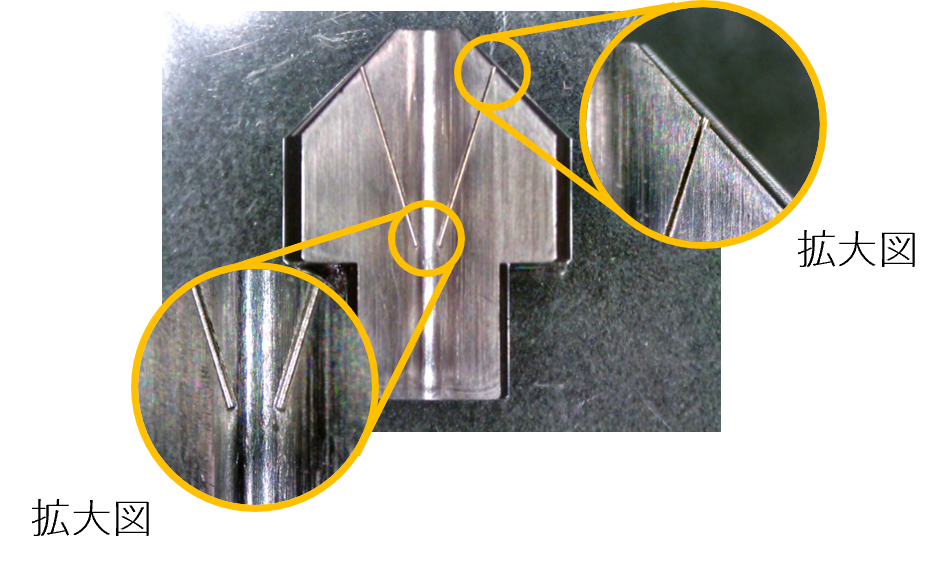
カットサンプル
材料:64チタン
穴径:φ0.2 mm
深さ :5.0 mm
■ 加工方法による表面状態の違い
寸法精度だけでなく、加工面の表面状態が性能に大きく影響することがあります。平面での加工例ですが、加工方法による表面状態の違いを例示します。加工方法や加工条件、仕上処理などによって、表面状態を調整することができます。
| SUS304加工サンプル事例 | ワイヤー放電加工 | マシニング加工 | 平面研削加工 | |
| 表面粗さ | Ra (μm) | 3.1 | 3.8 | 0.1 |
| Rz (μm) | 20.6 | 16.5 | 1.7 | |
| SEM観察画像 | x250 | 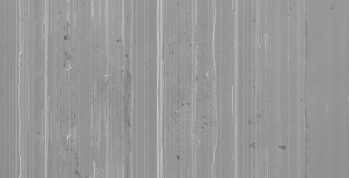 | |  |
☆ 精密な小径穴の加工が必要な際には、二九精密機械工業にご相談ください!
