精密機械加工,ベータチタンパイプの
ふたく
二九精密機械工業 株式会社
TIG溶接
TIG溶接
更新日:
半導体や医薬品の製造時など、製造環境を高度に制御することが必要になる設備や装置に用いられる、
接続部品や配管部品、ノズル部品等の部品類では、加工精度と接合品質の両立が求められています。
TIG溶接は、酸化等による成分変化の少ない溶け込みを形成がすることができる溶接技術であり、
様々な用途で活用されています。
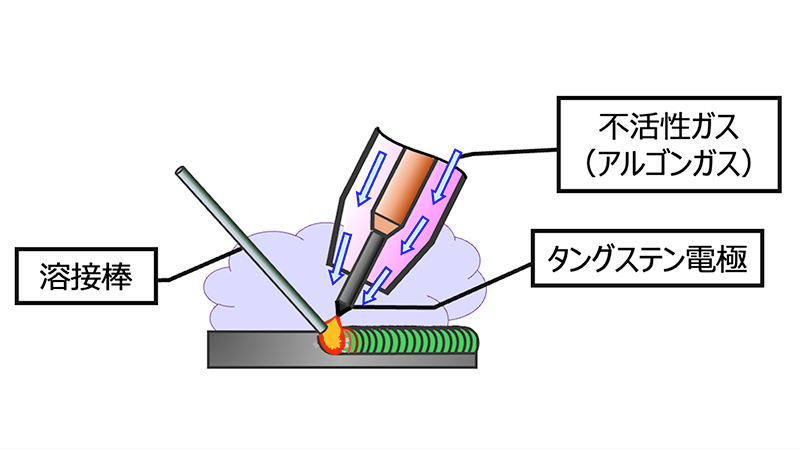
TIG溶接とは
タングステン電極を用いて、アルゴンガスで加工部を覆いながら溶接することで、電極や溶接部の酸化を抑え、高品質な溶接部を実現する技術です。溶加棒を用いた肉盛り溶接を行うことで、接合強度の低下や寸法の大きな変化を抑制することが出来ます。TIGの略号は、T:タングステン、I:イナート(不活性)、G:ガスです。
対応材料
TIG溶接は、様々な高機能金属材料に適用できます。
ステンレス(SUS304, SUS316L, SUS430など)、チタンおよびチタン合金、アルミ合金、ニッケル合金(ハステロイ、インコネルなど)
溶接断面
溶接条件を調整することで、深く溶接して溶接部の接合信頼性を高めることも、
浅く溶接して溶接部の加工歪を低減することも可能です。
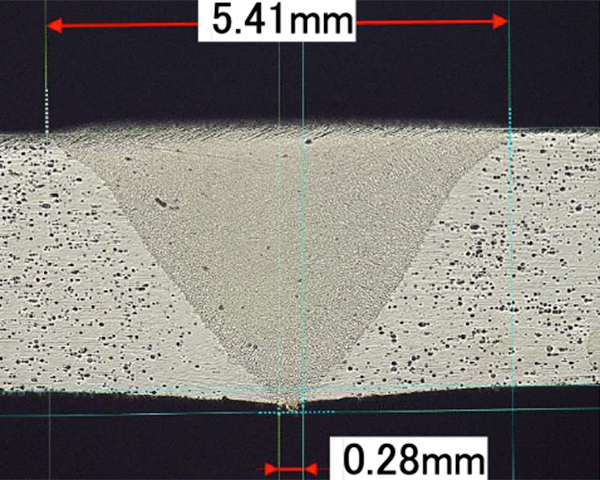
深い溶接
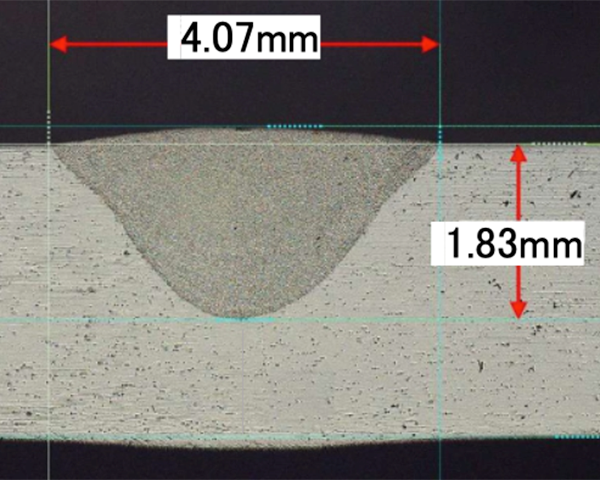
浅い溶接
TIG溶接の加工事例
半導体製造装置、医薬品製造装置、分析装置などに使用される精密部品の溶接に使用されています。
溶接環境や条件を高度に管理することで、小径パイプや精密部品に対しても、高品質な溶接が可能です。
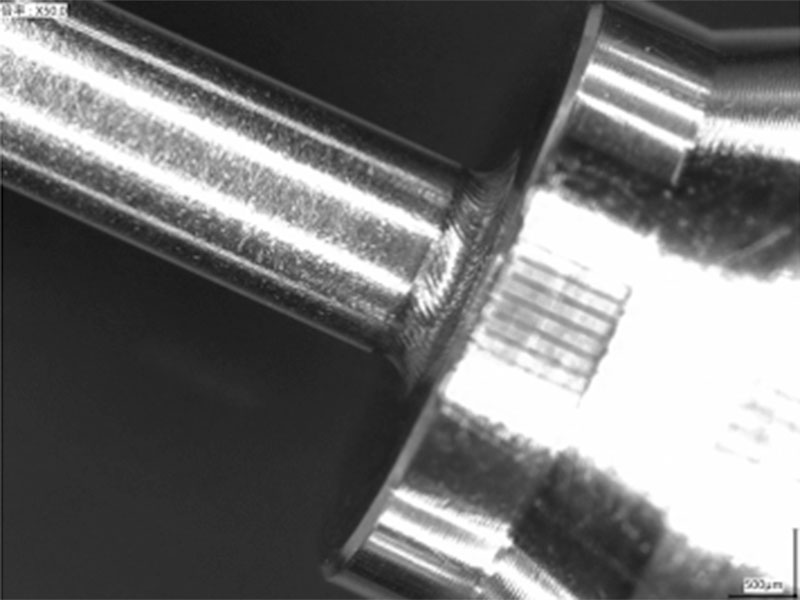
管材の溶接
配管自動TIG溶接機を使用することで、安定した品質の溶接管を得ることができます。
材料:SUS316
寸法:外径φ50、厚み3㎜
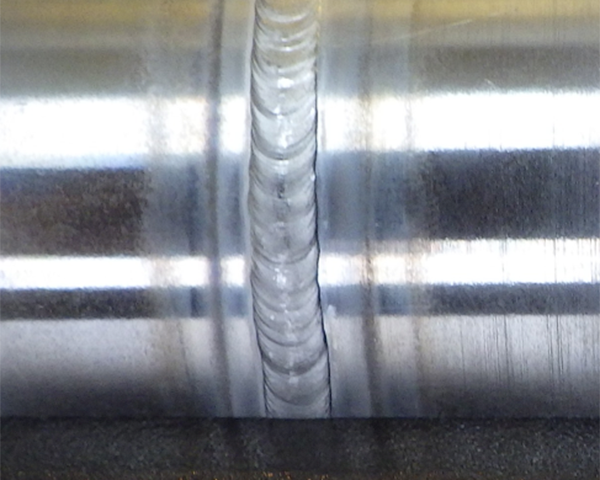
溶接時に深く裏側まで溶かし込んだ”裏波溶接”を行うことで、隙間による液溜まりや強度低下等の悪影響が少ない配管となります。
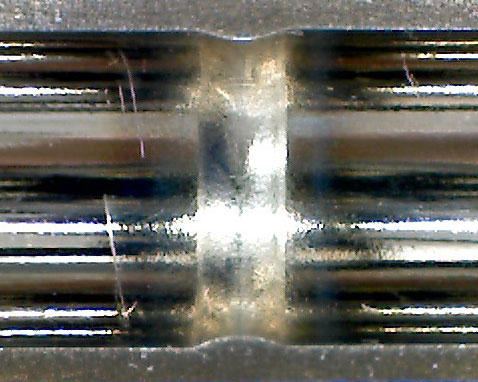
配管内面断面図
ブロックと管材の肉盛り溶接
材料:SUS316
ベースブロックと細管(外径1/8厚み0.7㎜)の肉盛り溶接
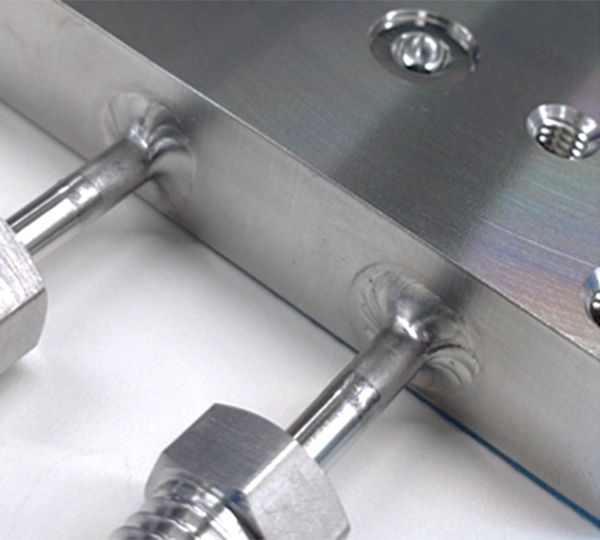
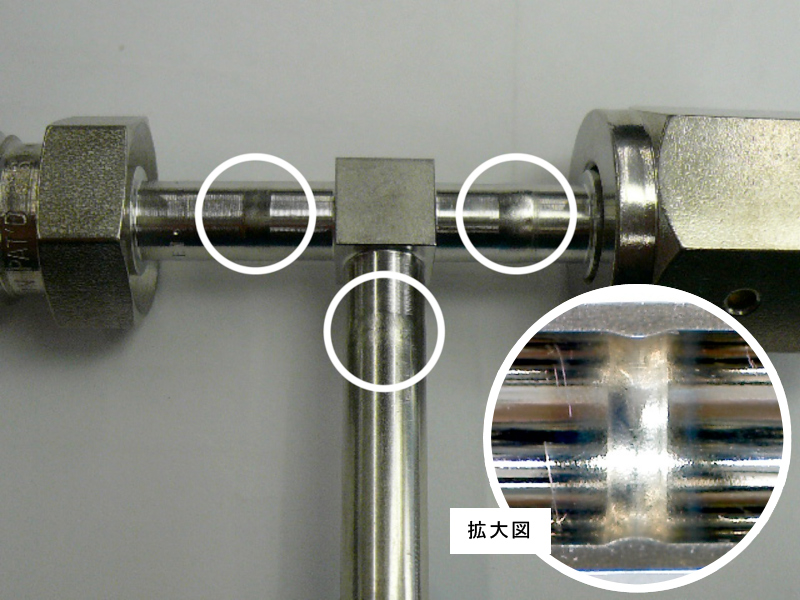
配管と継手の付合せ溶接
ユニオンTとツギテを配管溶接場で付合せ溶接を行っています。
ガス・液体の流れる内面にも裏波を出して、継ぎ目・焼けの無い配管溶接を行っています。
TIG溶接の検査方法
TIG溶接は、溶接者の技量が問われる職人技の技術であるとも言われています。
FUTA・Qでは、溶接条件や溶接状態を科学的に確認する技術を組み合わせることで、溶接品質の向上や安定を実現しています。
ヘリウム リークディテクタ
金属接合部のリークテストに用いる装置です。
<Heリークディテクタ 検査スペック>
~1×10-10 Pa・m3/s以下(He)
微小リーク量の検査行い、高真空で使用され る部品に漏れのない高い信頼性を保証します。

カラーチェック(染色浸透探傷試験)
赤色の浸透液を用いることで、肉眼では見えない接合瑕疵を可視化することが出来ます。

TIG溶接 精密加工・受託加工についてよくある質問
- TIG溶接はどのような溶接方法ですか?
- TIG溶接は、不活性ガスで溶接部を保護しながら行う溶接方法です。
不純物の混入が少なく、溶接部を高品質に仕上げられることが特徴です。
半導体製造装置、医薬品製造装置、分析装置など、高い気密性が求められる精密部品の接合に適しています。 - 試作品1個でも加工の依頼ができますか?
- はい、試作1点から対応しています。
開発段階の試作はもちろん、その後の量産化に向けた工程設計まで一貫してサポートいたします。
精密な難易度の高い形状や、特殊な材質の受託加工についても、まずはお気軽にご相談ください。 - フタクのTIG溶接の強みは何ですか?
- フタクの強みは、熟練の職人技を科学的な分析に基づく品質管理を組み合わせている点にあります。
各種機器分析を活用し、溶接箇所や工程を科学的に解析し、社内の評価・検査体制のもと、数値に裏付けられた信頼性の高い製品を提供しています。 - 気密性の確保が必要な溶接もできますか?
- はい、真空環境にも対応できる気密溶接を行っています。溶接後はヘリウムリークディテクタによるリークテスト(漏れ検査)を実施し、医薬品・半導体装置で求められる基準に合わせた品質管理が可能です。