
精密機械加工,ベータチタンパイプの
ふたく
二九精密機械工業 株式会社
HOME » FUTA・Qメルマガ » 切削・小径穴 » 設備・技術サポート » vol.3 精密切削加工品の脱着自動化、ロボット無人稼働
vol.3 精密切削加工品の脱着自動化、ロボット無人稼働
vol.3 精密切削加工品の脱着自動化、ロボット無人稼働
更新日:
生産ロット数量は、わずか1個から多くても1000個/日程度です。数量の多い製品は連続24時間の無人稼働ができるように製品脱着のロボット化・自動化に取り組んでいます。今回は八木工場のNC旋盤と5軸マシニングセンタの改善例をご紹介いたします。
精密加工においてミクロンの要求精度を確保しつつ製品の脱着自動化をいかに行うかが重要です。ロボットでの製品脱着を行うだけでは、セット治具の寸法バラツキや製品セット位置バラツキが重なり、要求される加工精度に仕上げることができません。位置ズレさせない製品セット方法や製品位置を正確に測定して、加工ツール位置を補正することが良品製造のポイントです。
■ NC旋盤の切削加工

製品の供給方法
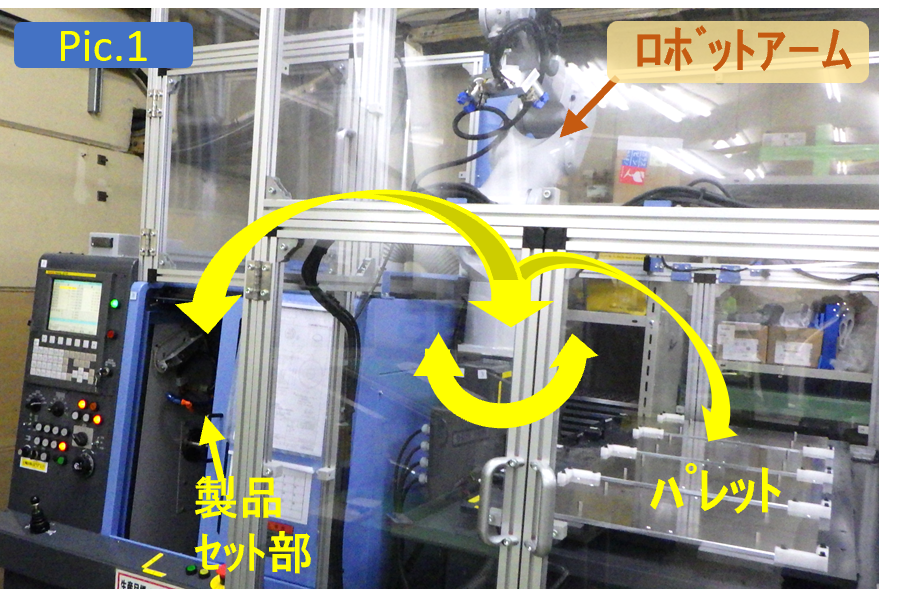
・ロボットで製品を供給するため、専用パレットの製品位置をティーチングして、ロボット動作をプログラムしておく。
・パレットに整列させた製品をロボットアームにて取り出し、NC旋盤の上部から、製品を旋盤にセットする。(Pic.1-2)製品脱着の加工精度改善 要求精度±10 μm 実力±5 μm
(1) 加工前に製品をチャック治具にしっかり押し付ける。
(2) センサーで測定し、位置ズレ寸法を補正して加工する。どのように測定するかは、現場の知恵・ノウハウ。
(3) 加工後は、仕上がり寸法を全数測定して自動記録する。
ココがポイント: 製品脱着をロボット化、無人稼働できた。加工前の測定から検査まで、全数品質保証できた。
担当者の声: 今の加工精度が実現できるまで、治具改善やいろいろなプログラムを試行錯誤しました!
■ 5軸マシニングセンタの切削加工


製品の供給方法
・製品は各治具にねじ止め固定し、ロボット外側の治具置場に並べて置く。(Pic.3)
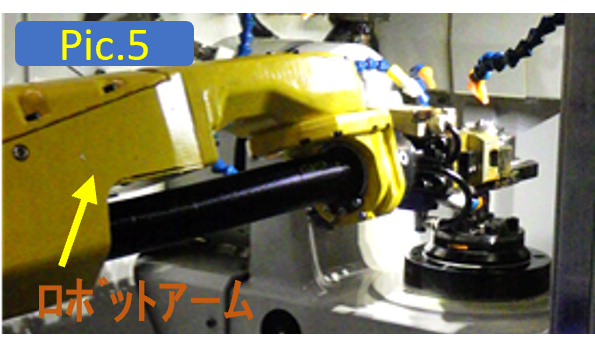
・ロボットアームで棚の内側から、製品セットした治具を1個ずつ取り、横側から加工機へ治具を装着する。(Pic.4-5)
製品脱着の加工精度改善 中心からの位置精度±20 μm
(1) センサーを用いて、製品取り付けバラツキを測定する。
(2) 測定した位置データから計算して、加工ツール位置を補正する。これで加工準備完了。
ココがポイント: 治具と製品位置を1個ずつ測定、位置補正して加工する。
担当者の声: 微細加工機の1個生産と同じ加工精度がロボット無人稼働でも実現できました!
