精密機械加工,ベータチタンパイプの
ふたく
二九精密機械工業 株式会社
内径研磨加工
内径研磨加工
更新日:
ノズルやニードルでは、流体を精密に制御するためや、汚染物が内径に付着するのを防ぐためなどの目的で、内径の寸法や面粗さの加工精度が重要になることがあります。FUTA・Qでは、造管技術や加工技術に、様々な内径(内面)研磨加工技術を組み合わせることで、高精度な中空パイプ製品を提供することが出来ます。
小径パイプの内径研磨
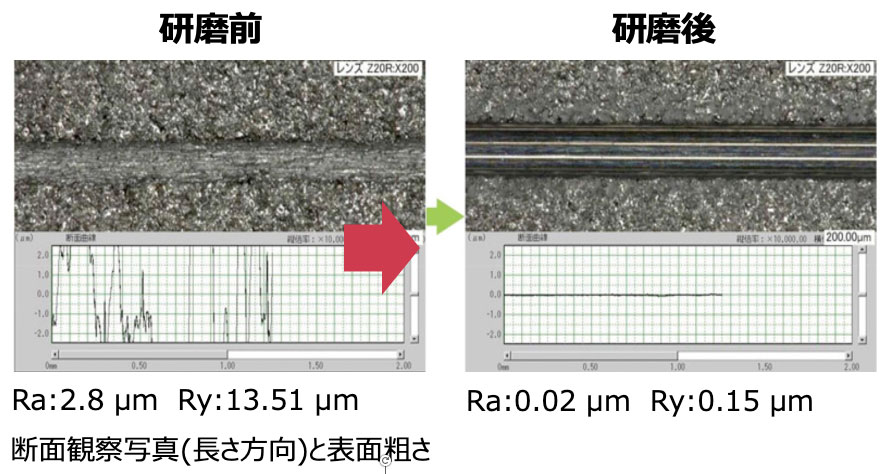
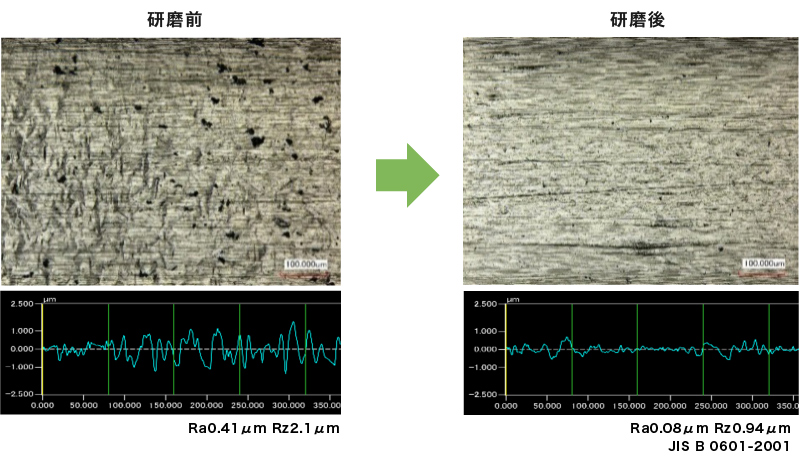
内径研磨を施すことで、内径(ID)寸法や表面粗さを調整することができます。
SUS316Lパイプ(外径Φ1.1mm/内径Φ0.3mm)に対する内径研磨の加工例を示します。
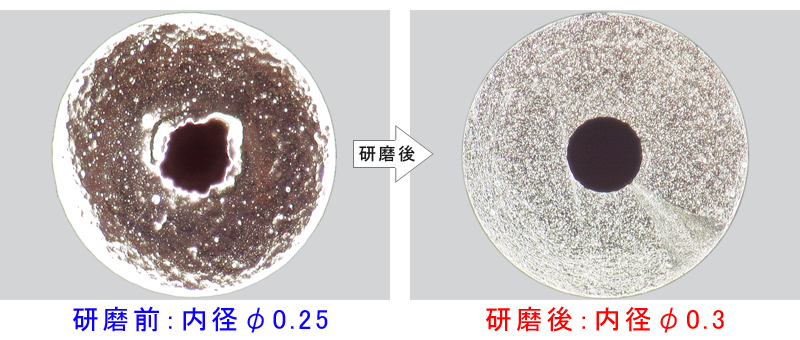
市販品小径パイプの内径研磨断面
内径研磨による真円度の向上
• SUS316Lφ1.6×φ0.25
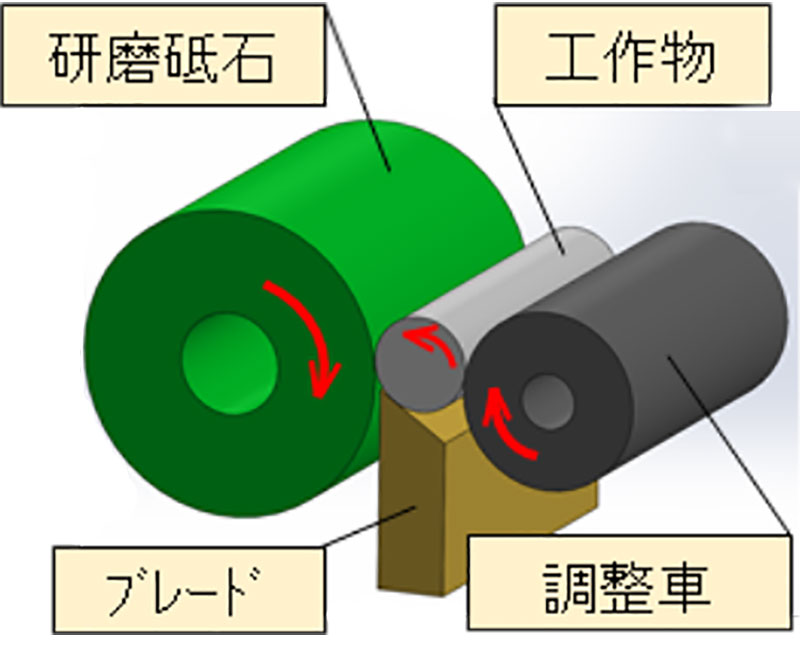
小径パイプの内面研磨方法
FUTA・Qが主に採用している4つのパイプ内面や部品研磨方法を紹介します。
| 研磨方法 | 特徴 | 実績 | |
|---|---|---|---|
| 物理研磨 | 細管研磨 | ノズル製品や直線パイプの内面を砥粒で直接磨く研磨方法 | 量産品 |
| 特殊研磨 | 曲がりパイプやテーパー管の内面を研磨する方法 | 量産品 | |
| バフ研磨 | 製品表面や内径Φ4以上の短いパイプ内面を研磨する方法 | 量産品 | |
| 化学研磨 | 複雑な部品形状の研磨が可能、金属表面を溶解する研磨方法 | 量産品 | |
他の研磨方法では、電解研磨はパイプ内の電極位置がずれるため、均一な仕上がりに課題があります。
磁気研磨は小径パイプ内の残留砥粒除去の工数が増えるのと大がかりな装置になります。
小径パイプ研磨仕様例
小径パイプ材質と研磨仕様一覧
小径パイプの内面研磨仕様とパイプ長さを一覧にしました。
取り扱う金属材料の種類が多く、全ては掲載できないため汎用品ゲージサイズを表にしました。
SUSだけでなく、チタンやコバルト合金などの難削材にも対応いたします。
表にない金属材料や超極小パイプについても、内面研磨加工・製作しますので、ぜひ、
ご相談をお願いいたします。
| 小径パイプ材質(SUS304、SUS316L、βチタン、純チタン、MP35N※、ELGILOY※他) | |||||||
| ゲージ(G) | 外径(mm) | 内径(mm) | 長さ(mm) | 内面粗度(μm) | SUS | Ti | Co合金 |
|---|---|---|---|---|---|---|---|
| 26G | 0.45 | 0.23 | 要相談 | 要相談 | 〇 | 〇 | ➖ |
| 25G | 0.51 | 0.26 | 要相談 | 要相談 | 〇 | 〇 | ➖ |
| 24G | 0.55 | 0.30 | 230 | ≦Ra0.2 | 〇 | 〇 | ➖ |
| 23G | 0.63 | 0.33 | 230 | ≦Ra0.2 | 〇 | 〇 | ➖ |
| 22G | 0.71 | 0.41 | 230 | ≦Ra0.06 | 〇 | 〇 | ➖ |
| 21G | 0.81 | 0.51 | 480 | ≦Ra0.06 | 〇 | 〇 | 〇 |
| 20G | 0.88 | 0.58 | 480 | ≦Ra0.06 | 〇 | 〇 | 〇 |
| 19G | 1.06 | 0.70 | 480 | ≦Ra0.06 | 〇 | 〇 | 〇 |
| 18G | 1.26 | 0.90 | 480 | ≦Ra0.06 | 〇 | 〇 | 〇 |
| 17G | 1.48 | 1.12 | 480 | ≦Ra0.06 | 〇 | 〇 | 〇 |
| 16G | 1.61 | 1.25 | 480 | ≦Ra0.06 | 〇 | 〇 | 〇 |
| 15G | 1.81 | 1.45 | 480 | ≦Ra0.06 | 〇 | 〇 | 〇 |
| 14G | 2.11 | 1.69 | 480 | ≦Ra0.06 | 〇 | 〇 | 〇 |
| 13G | 2.41 | 1.99 | 480 | ≦Ra0.06 | 〇 | 〇 | 〇 |
| 12G | 2.76 | 2.40 | 480 | ≦Ra0.06 | 〇 | 〇 | 〇 |
| 11G | 3.06 | 2.64 | 480 | ≦Ra0.06 | 〇 | 〇 | 〇 |
| 10G | 3.4 | 2.84 | 480 | ≦Ra0.06 | 〇 | 〇 | 〇 |
| 肉厚径 | 1.6 | 0.60 | 480 | ≦Ra0.06 | 〇 | 〇 | 〇 |
※ コバルト合金 MP35N®は、SPS Technologies社の商標です。
※ コバルト合金 ELGILOY®は、Elgiloy Specialty Metals 社の商標です。
小径パイプの内径研磨 加工実績
記載のない金属材料や超極小パイプについても、ご仕様に合わせた内径研磨加工のご相談に応じます。
小径パイプサイズ
パイプ最小径φ0.1mmの内径研磨が可能です。
- ・パイプ長:ストレートパイプ 700mmまで
曲げパイプ 300mmまで - ・パイプ内径: 最小径 φ0.1mm
面粗度
- ・通常 Ra0.05程度
- ・特別仕様 Ra0.01(用途に合せご相談ください)
形状
ストレートパイプの他、通常では困難とされる複雑形状の内径の研磨加工が可能です。
- ・ストレート形状
- ・曲げ形状
- ・テーパー形状
材質
様々な難削材に対応いたします。
- ・SUS
- ・チタン
- ・チタン合金
- ・コバルト合金
- ・銅
- ・その他難削材
曲げ加工パイプの内径研磨
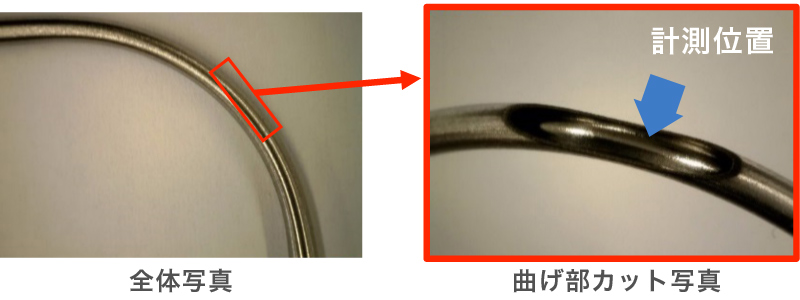
加工に伴って発生する曲げ加工部内側の「しわ」も研磨することができます。

【曲げ加工パイプ】
SUS316L 外径Φ1.4mm/内径Φ1.1mm
全長100mmセンター曲げ
パイプ曲げ加工(内径研磨)の寸法目安
パイプ長 : 曲げ部300mmまで
パイプ外径 : ~ Φ5mm
パイプ内径 : Φ0.1mm ~
パイプ肉厚 : 0.1mm~
曲げ半径(内側): 2mm~
曲げパイプ内径研磨
曲げ加工時に発生する内径内側の「しわ」を取り除く事が出来ます。
・ サイズ : ODφ1.35 IDφ1.11
・ 材 質 : SUS316L
テーパー管の内径研磨
各種内径研磨加工技術を組み合わせることで、太径部、テーパー部、細径部を持つテーパー管の内径を研磨することができます。
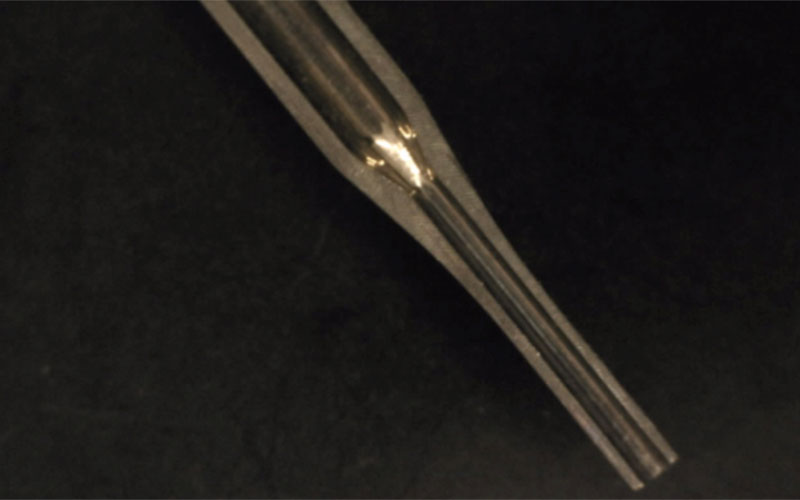
テーパー管断面観察写真(長さ方向)
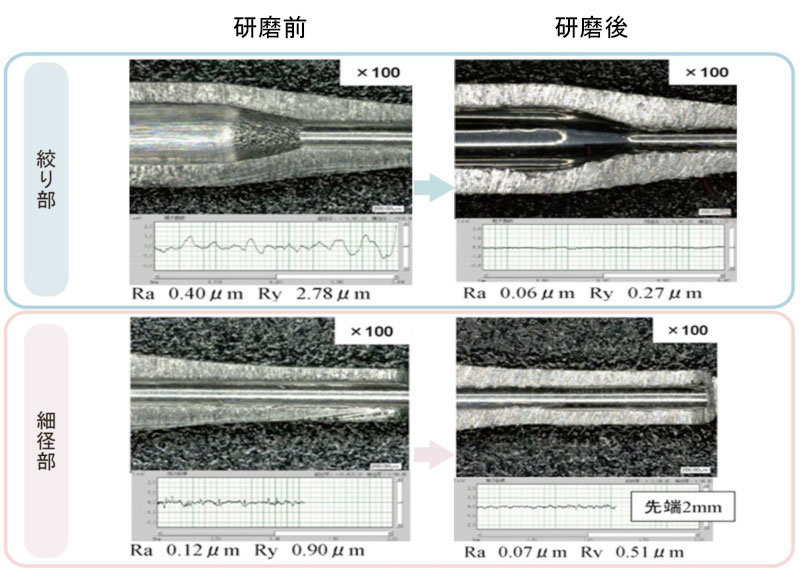
テーパー(絞り)加工部分の内径(内面)研磨
FUTA・Qでは、独自開発した内径研磨技術によって、テーパー加工部分の内面に生じるしわを除去し、通常Ra0.2以下(条件次第では、Ra0.05の達成事例あり)に仕上げることができます。
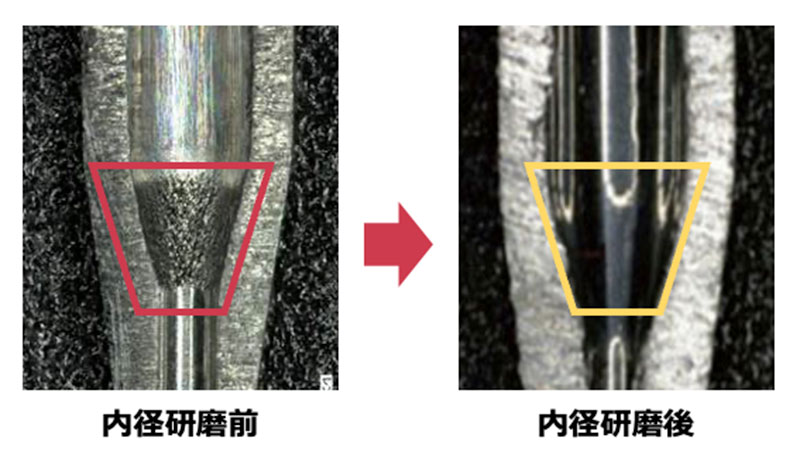
テーパー(絞り)加工 加工事例
※適応サイズ:外径φ6以下のパイプ
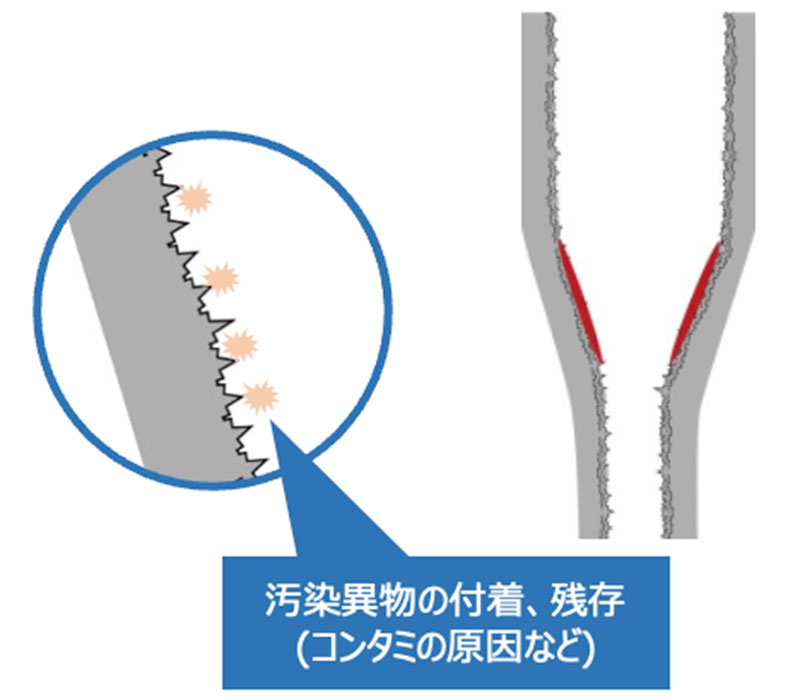
パイプのテーパー(絞り)加工部は、加工時の減径部分の肉厚が厚くなり「しわ」が発生してしまい内径の面粗度を低下させますが、FUTA・Qの独自技術により面粗度を向上する事を可能にしました。
内径研磨を施す事によりコンタミの発生を極限まで抑え、正確かつ安定したデータ収集を可能とし医療・分析機器における高度分析を実現します。
• チタンノズル(DAT51)
太径ODφ1.82 IDφ1.08 細径ODφ0.96 ID0.51 全長L=180
内径研磨加工 精密加工・受託加工についてよくある質問
- 内径研磨加工を行うことで、どのような効果が期待できますか?
- 内径を研磨することで、流体の流れがスムーズになり、流体に含まれる成分が内径に付着しにくくなります。これにより、性能の安定化やメンテナンス性の向上が期待されます。
- 内径研磨加工は、どのような製品に使われていますか?
- 医療機器や分析装置、充填・塗布装置など、流体の通過が機能に大きく影響するパイプやノズルで広く利用されています。
- FUTA・Qでは、どのようなサイズのパイプに内径研磨加工ができますか?
- 材質や形状によって異なりますが、パイプ内径Φ0.1mm以上、ストレート形状であれば長さ700mmまでのパイプを内径研磨加工ができます。
- ストレート形状のものしか内径研磨加工できないのでしょうか?
- 研磨方法や加工順を適切に組み合わせることで、ストレート形状だけでなく、テーパー形状や曲がったパイプにも内径研磨加工を行うことができます。