精密機械加工,ベータチタンパイプの
ふたく
二九精密機械工業 株式会社
HOME » FUTA・Qの技術 » ノズル・ニードル/パイプ製品 » 充填・分注ノズル製品
充填・分注ノズル製品
充填・分注ノズル製品
更新日:
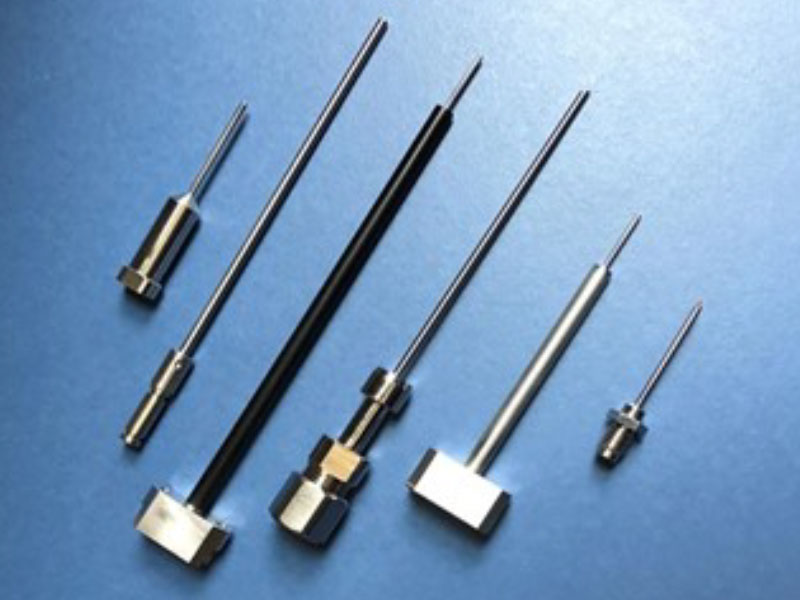 ノズル長や先端形状、オプション加工はお客様のご要望に応じて製作いたします。
ノズル長や先端形状、オプション加工はお客様のご要望に応じて製作いたします。
ツインやトリプルノズル、構想図からの図面~加工など、様々なご要望をお受けいたします。
充填ノズルの製品例(スタンダード型)
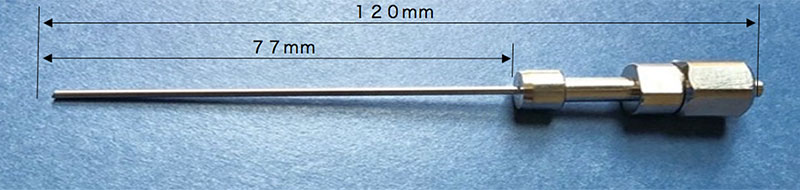
充填ノズルの製品例(ノズル絞り型)
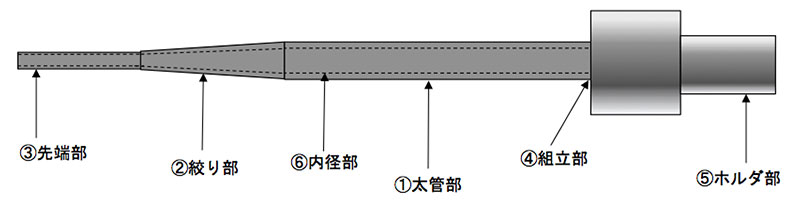
① 太管部
主なノズル材料として、SUS304・SUS316・SUS316Lの3種類があります。
分析用ノズルには、耐食性が高いSUS316Lを推奨いたします。
さらに薬品に対する耐食性を求められる場合はチタン合金を推奨いたします。
② 絞り部
絞り角度はダイス工具の関係で一般的には稜角12±2度になります。
絞り角度は小さい方が乱流や吐出抵抗が少なくノズル性能は向上します。
金型を製作すれば小さい角度(ロングテーパー)も可能になります。
稜角12度
ロングテーパー

③ 先端部
先端部は、ストレートカット型、斜めカット型、横穴型の3種類に分類されます。
先端形状は、前ページの針先加工を参考にご検討をお願いいたします。
④ 組立部
ノズルとホルダ組付方法は試料液と接触するかしないかが大きなポイントになります。
試料液と接触する個所はレーザー溶接を、しない個所は接着やロウ付けを推奨します。
ただし、組立がレーザー溶接、ロウ付け、接着と複数になる場合は、ハンドリング費用
がアップするため、レーザー溶接をお薦めしています。
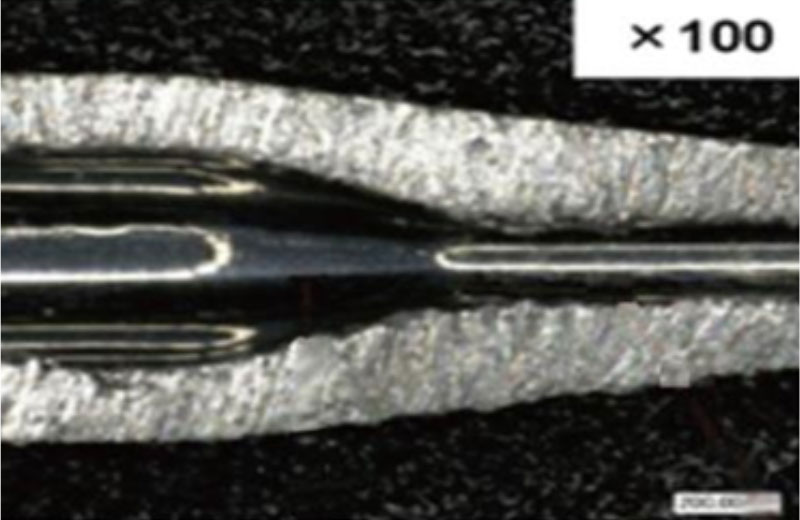
レーザー溶接の例

エポキシ接着の例

銀ろう付けの例

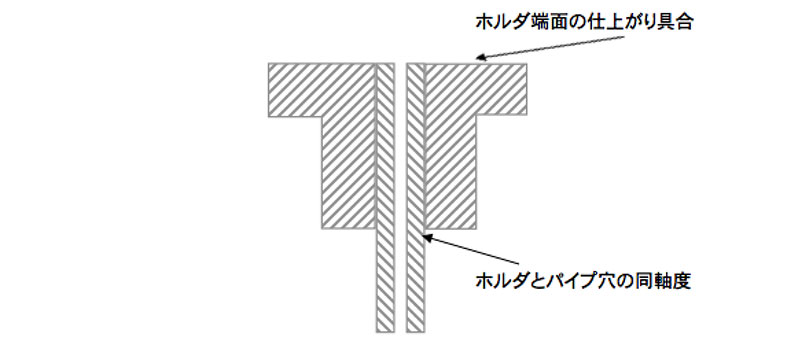
⑤ ホルダ部
ホルダ部で最も重要な要素はノズル外径とのクリアランス寸法と、パイプ穴の同軸度です。
パイプ穴の同軸度は分注ターゲット位置精度やパイプの直進性にも影響します。
⑥ 内径部
ノズル内径部は、検体や試料液の吸引や吐出を繰り返して使用します。
その前後にノズル洗浄を施し、前の試料を完全に洗浄除去する必要があります。
残留物をなくすには、内面粗度を向上する必要があります。(コンタミ改善)
特にノズル先端部を絞った部分の内径はシワが発生しており、研磨状態が性能に大きく影響します。
詳しくは、» 内径研磨加工のページをご確認ください。
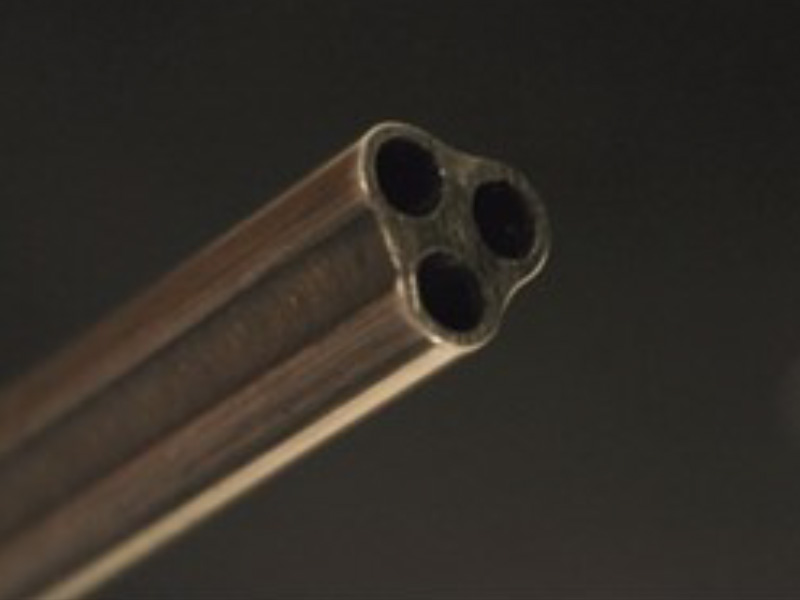
吸引・吐出・大気開放などを個別パイプで行う、ツインやトリプル分注ノズルも 各種製作しております。
ツインノズルの組立例(レーザー溶接)

ツインノズルの製品例(先端部)

トリプルノズルの製品例(先端部)