精密機械加工,ベータチタンパイプの
ふたく
二九精密機械工業 株式会社
分析機器
分析機器
ノズル・ニードルのデッドボリューム改良例
ニードル・ノズルの針先デッドボリュームの改善やパイプの特殊構造に加えて、内面研磨、表面処理などの技術で定量分注と高精度な分析を実現します。

①機器、配管との接続部
端面に加工の切削目やキズがあると、液漏れ(リーク)の原因となるため、FUTA・Q製ニードルはシール性を考慮した仕上げを行い、液漏れがありません。
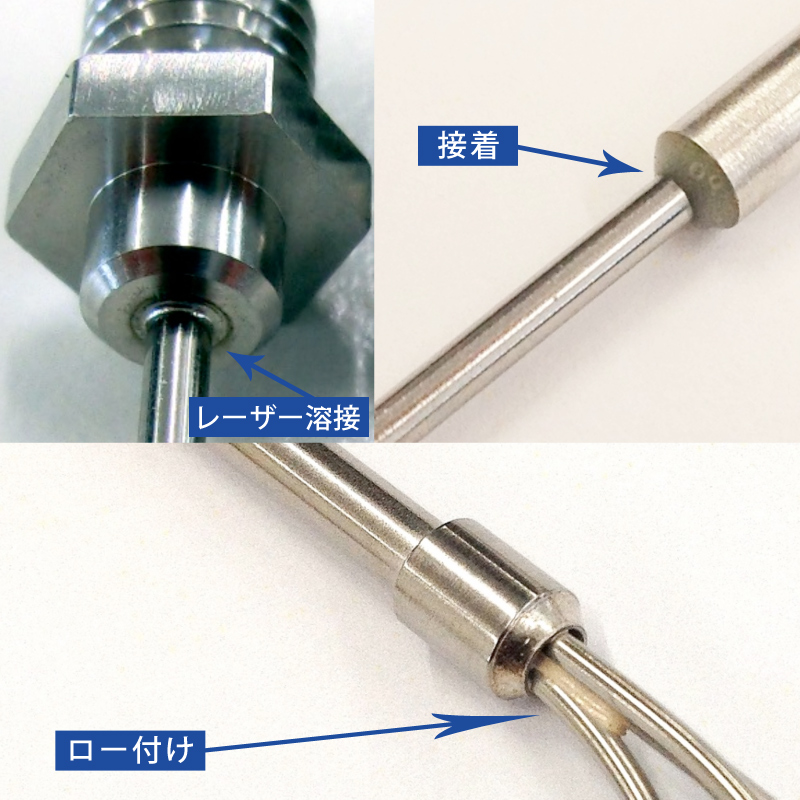
②組付け構造
レーザー溶接、エポキシ接着、ロー付け、ハンダ付け等、種々のバリエーションで組付け可能なFUTA・Q製ニードル。
③パイプ技術
③-1■ パイプ内径研磨技術 (SUS316L、純チタン2種など難切削材にも対応)
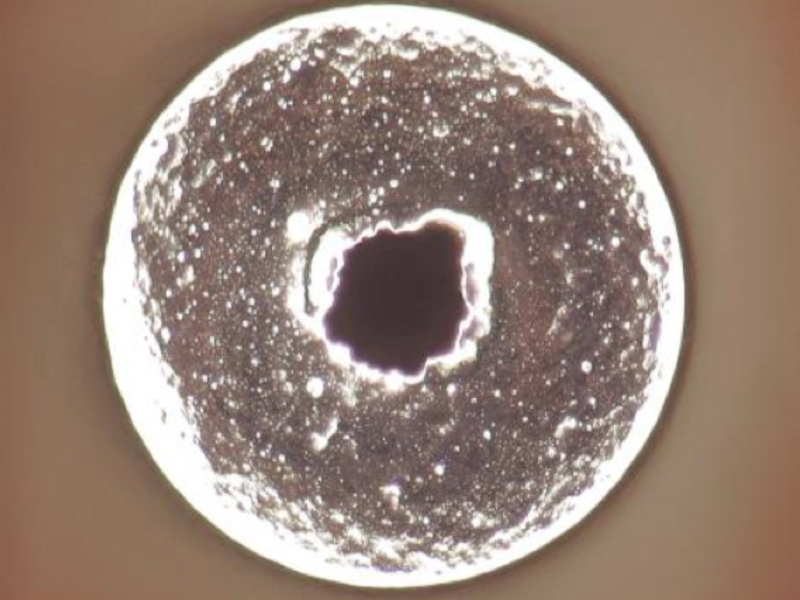
←【研磨前】
市販品の小径パイプの内径は、完全な円形ではありません。パイプを分析用途で使用する場合、パイプ内面の凹凸に液残りが発生し、洗浄しても残留物が残るため、精度の良い分析結果が得られません。
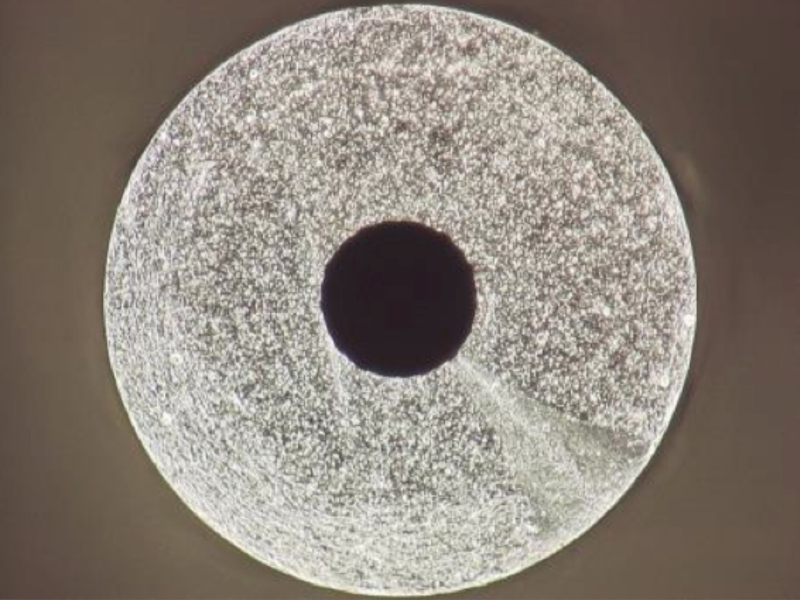
【研磨後】→
FUTA・Qの内径研磨は、パイプ内面の真円度の向上と内面の面粗さを向上させるため、洗浄時の残留物除去が容易となります。また液残りが起こり難いため、定量的な分析用ニードルとして使用可能となります。
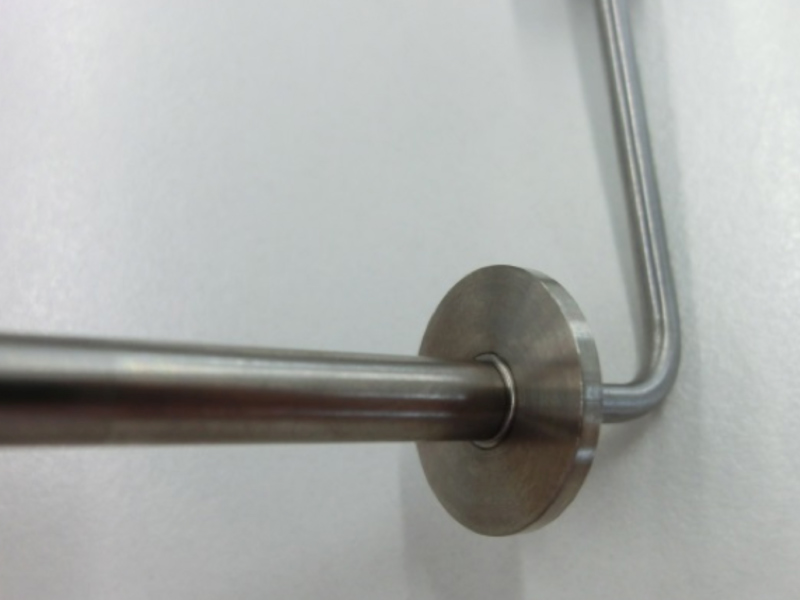
③-2■ 大気開放技術(エアー抜き)
真空採血管など封止された容器からの試料吸引もしくは吐出時に大気圧との圧力調整のための手法です。FUTA・Qでは2種類の大気開放技術をご用意しています。
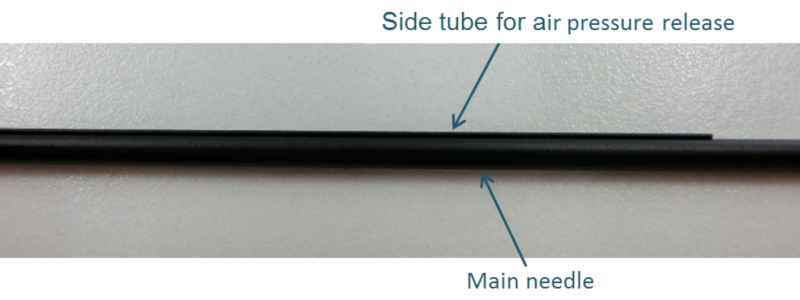
1)ダブルニードル構造
メインのニードルパイプの外側に大気開放用のパイプを溶接等により固定致します。
あらゆるサイズに対応可能です。
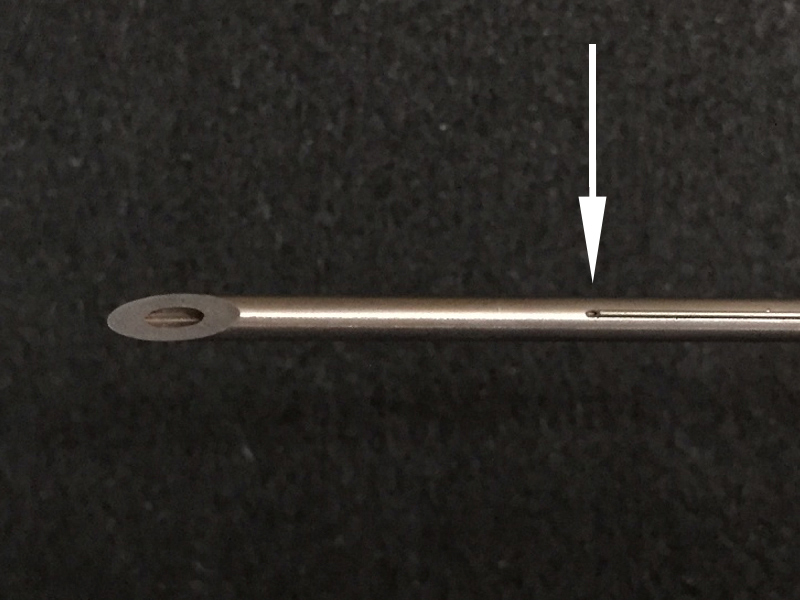
2)溝付きニードル構造
ニードルパイプの側面に溝を設け、大気開放致します。
刺通時に抵抗がありません。


③-3■ 曲げ加工
お客様の装置、設備の状況に合わせ曲げ加工を致します。
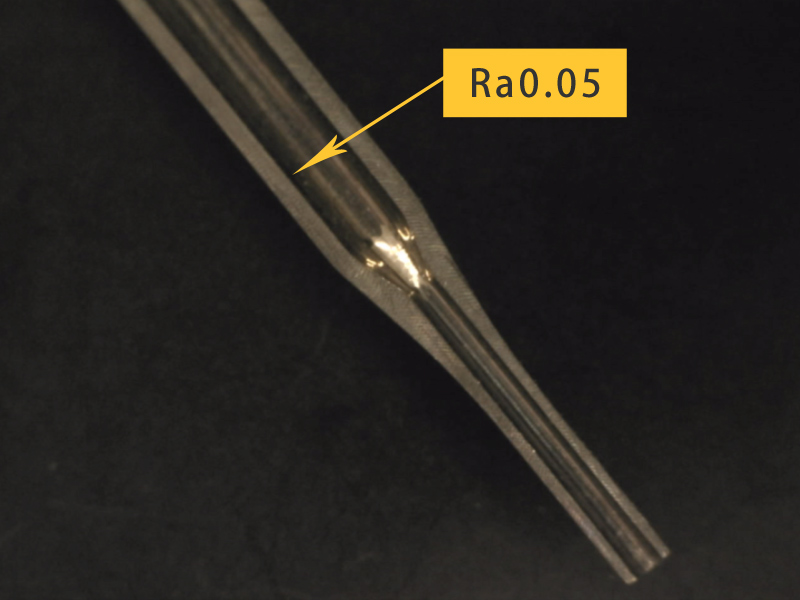
③-4■ 液切れ・撥水性向上
ノズル形状(ロングテーパー)や各種表面処理にて、液切れ・撥水性を高めます。コーティングは絶縁効果の高いPTFEや、無色透明で膜厚1μm以下のF2901などご提案いたします。
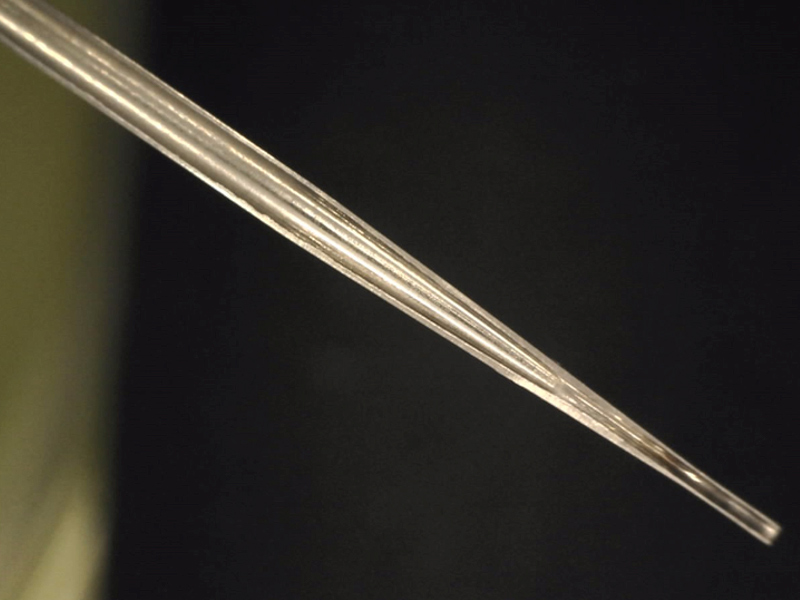
ロングテーパーノズル

PTFEコーティング

F2901コーティング → F2901コーティングの詳細はこちら
④先端加工技術
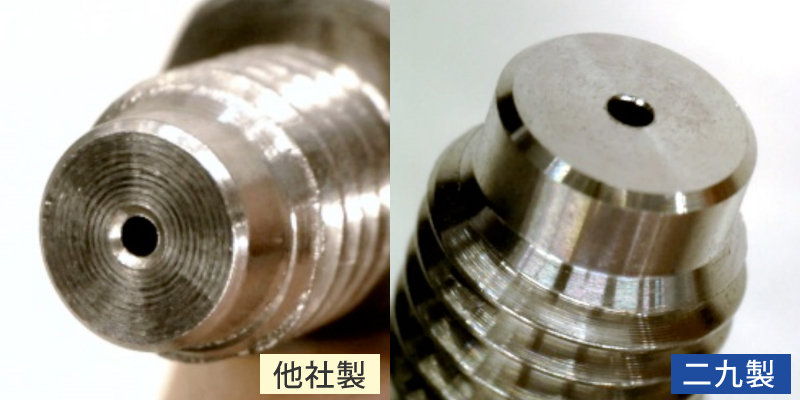
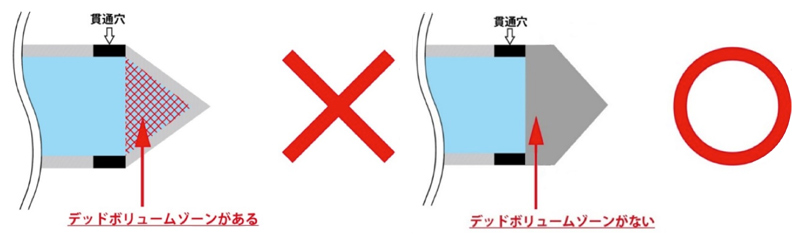
④-1■ デッドボリューム
ニードル先端内部に空間があると、デッドボリュームとなり、液残りが発生。 コンタミネーションの原因となり、分析精度を悪化させる要因となります。
FUTA・Qでは、独自の加工でニードル内面にデッドボリュームを作らずに製造することが可能です。

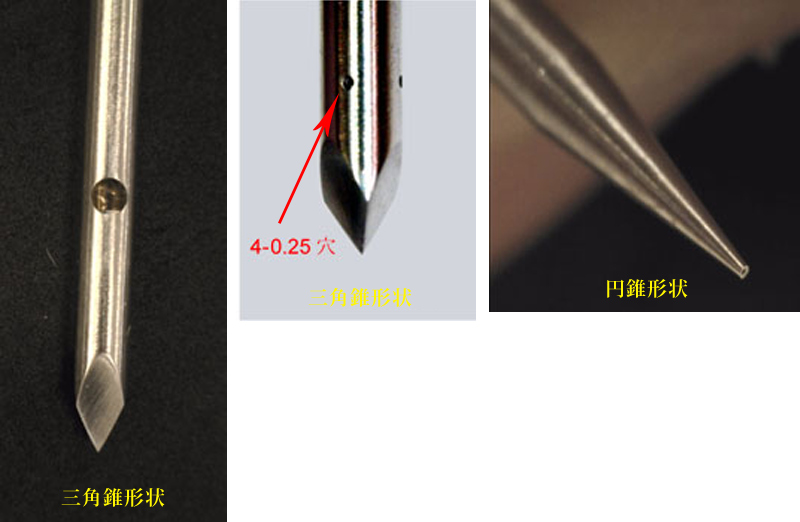
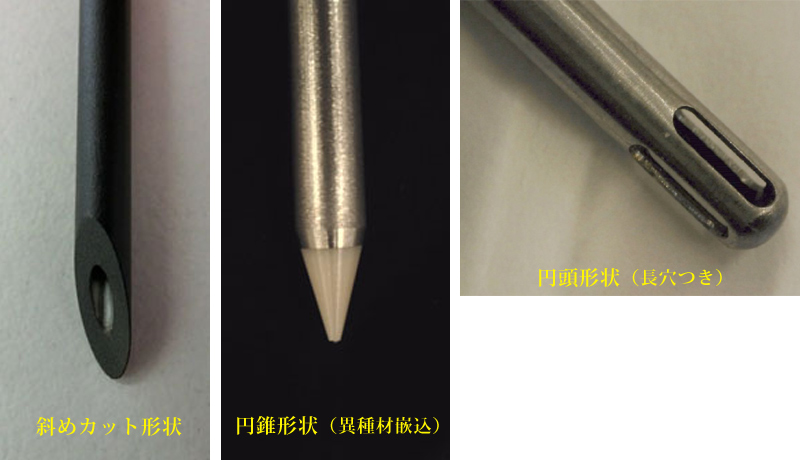
④-2■ 先端形状の種類