Precision machining , Beta titanium pipe
futaku
FUTA-Q,Ltd.
HOME » Machinery Introduction » Leak Detection Testing Devices
Leak Detection Testing Devices
Leak Detection Testing Devices
update :
Leak detection test for high quality joints
Medical and analysis nozzles are required to have no liquid leakages as well as to have high airtightness under extra high vacuum, especially in semiconductor industry. FUTA-Q employs diversified leak detection testing methods that can meet a wide range of requirements.
Types of leak detection tests
Among daily commodities, watches or remote-control keys of vehicles are conducted with leak detection test to check their waterproof performance. The test is expected to find the existing of a gap in combined areas or a crack of casings. For the components of semiconductor instruments or vacuum equipment, a more reliable leak detection testing is employed. For example, a helium leak testing is employed for finding a pin hole in a welded metal joint. Various kinds of leak testing methods have been devised to meet quality requirements of products.
Testing methods in FUTA-Q
| Testing methods | Features | In production |
|---|---|---|
| Underwater bubbling method | A product connected with an air pipe is submerged. Air of 0.2 MPa is sent to the product through the pipe to observe if air bubbles leak from the product. | Prototyping and volume |
| Helium leak detection method | Testing the components of semiconductor instruments or vacuum equipment uses this test method. The inside of a product is evacuated to an ultra-high vacuum to check if helium leaks into the product. | Prototyping and volume (Please refer to the following) |
| Differential pressure method | Pressurized air is sent to both a product and the master sample, and the possible pressure difference between them is monitored after a predetermined time. A defective one should have a different differential pressure from that of a non-defective one. | Volume (Please refer to the following) |
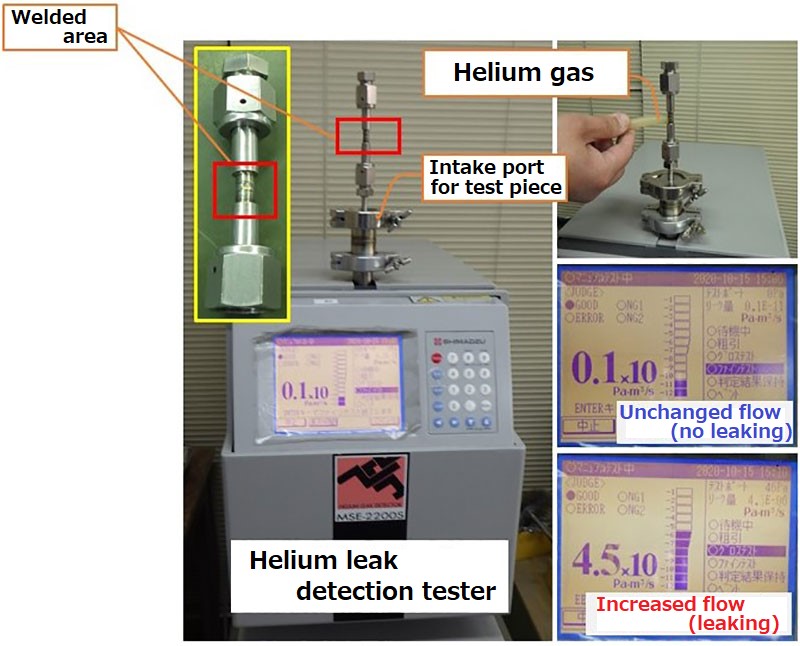
Helium leak detection method
Testing a metal jointing area of a semiconductor instrument’s component uses the helium leak detection method. This method can detect minute leaks of 1×10-9 Pam3/s and guarantee that the tested products have high reliability for the use under a high vacuum environment.
【Testing procedure】
- 1. Connect a test product to the intake port of the tester, and then start a testing.
- 2. The vacuum pump starts to evacuate the inside air of the product until it reaches an ultra-high vacuum state.
- 3. At the beginning of the test, the amount of helium flowing is indicated as 0.1×10-11 Pam3/s. (See the photo)
- 4. Release the helium gas from the releasing tube, and bring the tube mouse close to the joint area of the product.
- 5. In case the joint having no-leakage, the amount of the helium flowing will remain unchanged.
- 6. In case the joint having a leakage, the amount of the helium flowing will increase. In the photo on the right, it shows 4.5×10-5 Pam3/s.
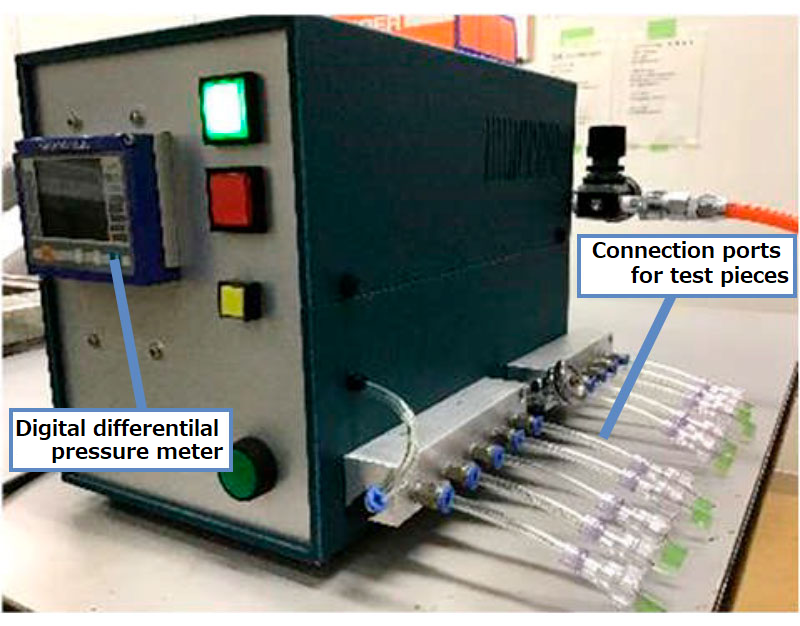
Differential pressure method
The leak detection tester developed by FUTA-Q for junction areas of nozzle products is on the photo. This has a master air tank to be set to a reference differential pressure for the acceptance determination.
【Testing procedure】
- 1. Connect test products to the intake ports of the tester, and then send compressed air into them.
- 2. Press the start button, followed by the automatic measurement of the differential pressure after a predetermined time.
- 3. Check the test result indicated on the digital differential meter.
- 4. The green lamp will come on in case of no-leakage, and the red lamp in case of leakages meaning some of the connected products must be defective.