
Precision machining , Beta titanium pipe
futaku
FUTA-Q,Ltd.
HOME » FUTA-Q Technology » Nozzle assembly process
Nozzle assembly process
Nozzle assembly process
update :
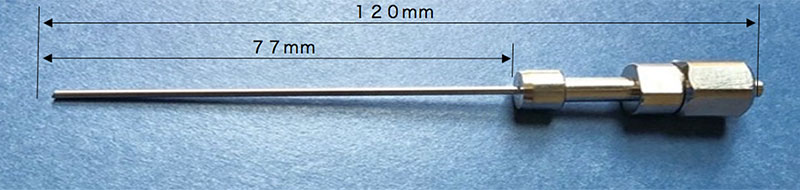
This section introduces the process through to the completion of the nozzle.
Among our nozzle assembly equipment, processing equipment such as pipe bore grinders,Designed and produced by the Kyoto Plant Development Section.
↓You can scroll horizontally.
Pipe processing |
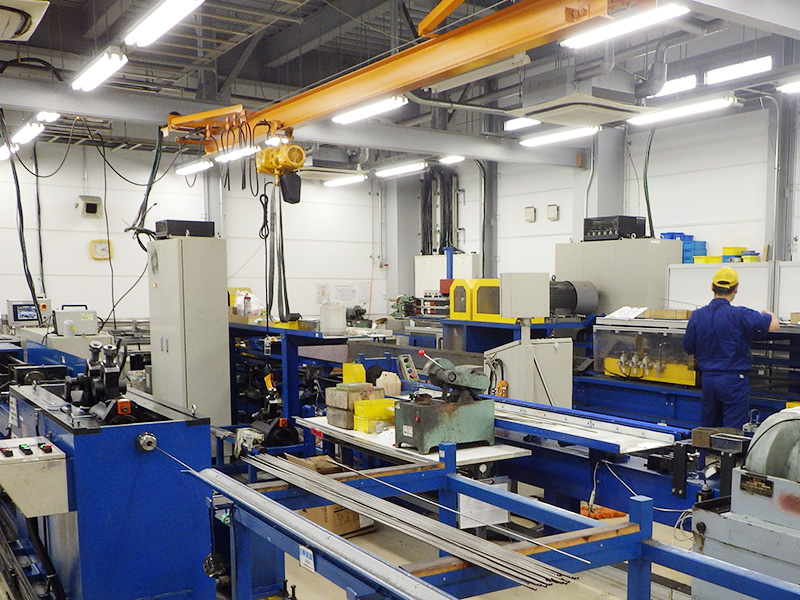 |
Pipes are manufactured using a special pipe machine using precision piping technology not available from other companies. Pipes are made small in diameter by drawing. |
Pipe linearization |
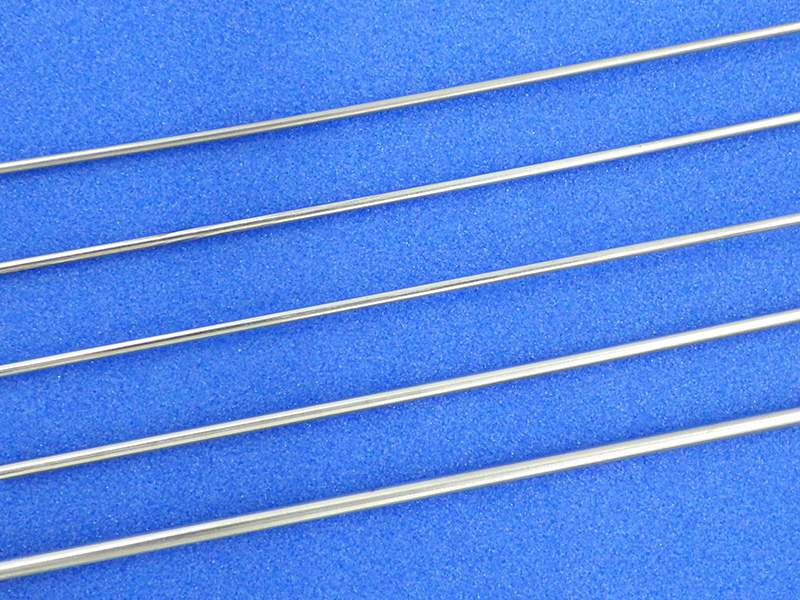 |
We use our proprietary technology to straighten the pipe. |
Centerless polishing Centerless polishing |
 |
Adjust the dimensions of the outer diameter. |
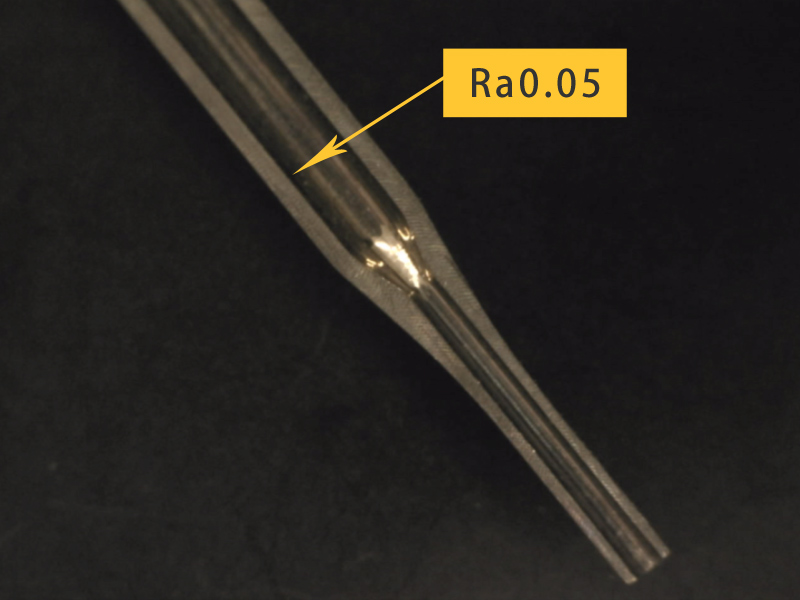
Pipe bore polishing |
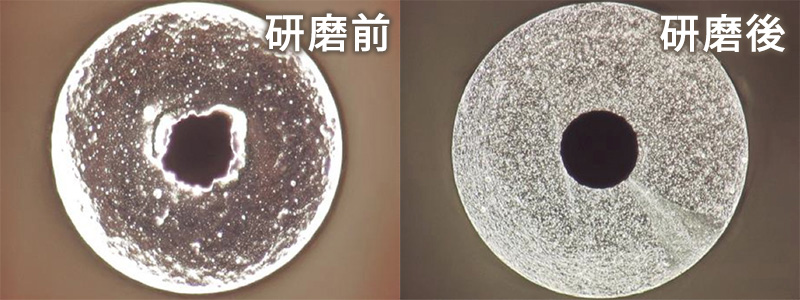 |
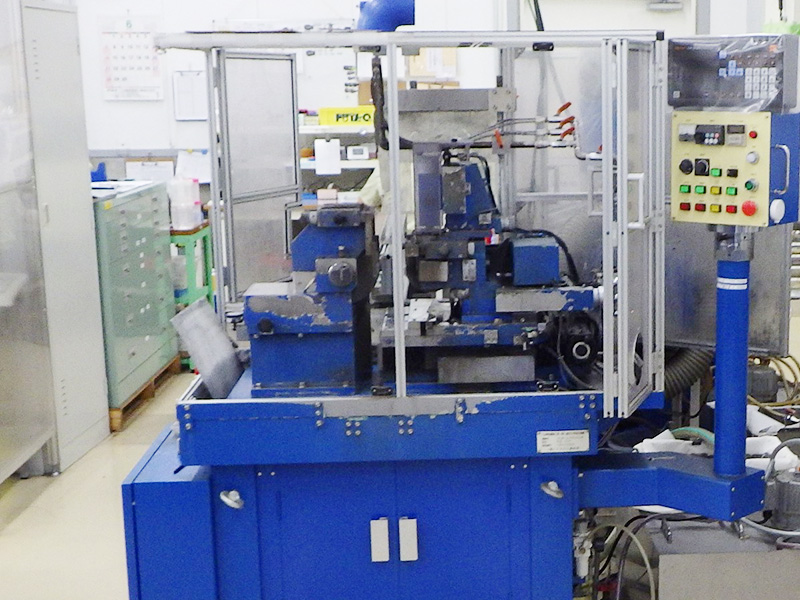
This eliminates unevenness on the inner surface of the pipe and improves the liquid run-out. Finish to a surface roughness Ra0 of.05. |
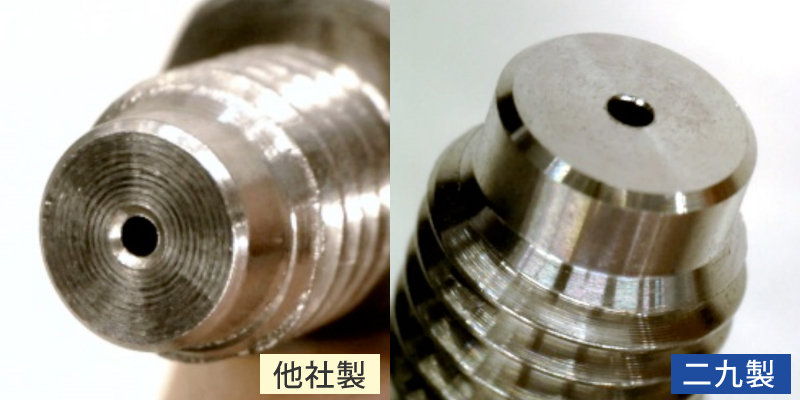
Swedding Corp. |
 |
Nozzle tip can be narrowed down. The upper pipe is long tapered. The lower pipe is PTFE coated. |
Internal diameter polishing |
 |
As the skin of the narrowed internal radius will be rough, we will polish it with an internal radius polishing machine. |
Pipe inner surface roughness inspection |
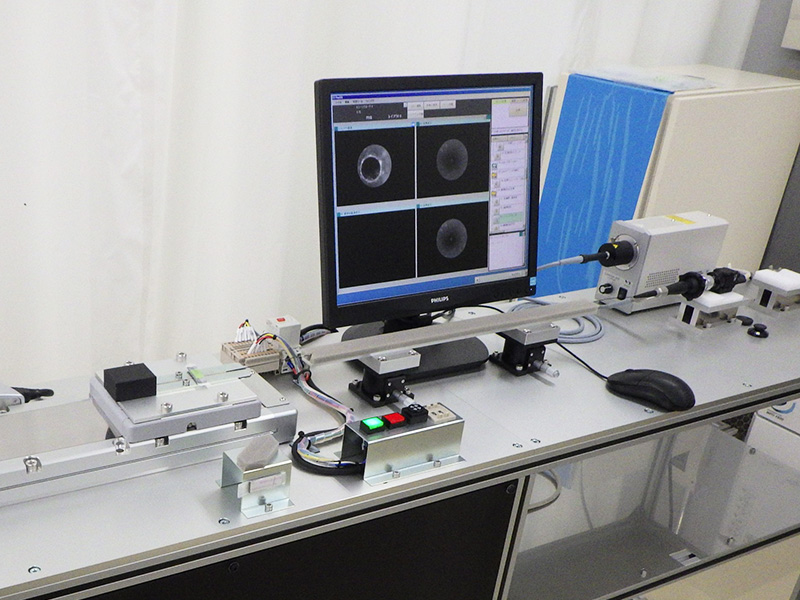 |
Inner surface roughness can be measured with a proprietary Non-destructive inner-surface roughness inspector for small-diameter pipes device (Arasameal). |
Needle tip processing |
 |
Needle tip machining is performed with a dedicated cutting machine or a proprietary cutting robot. |
Junction |
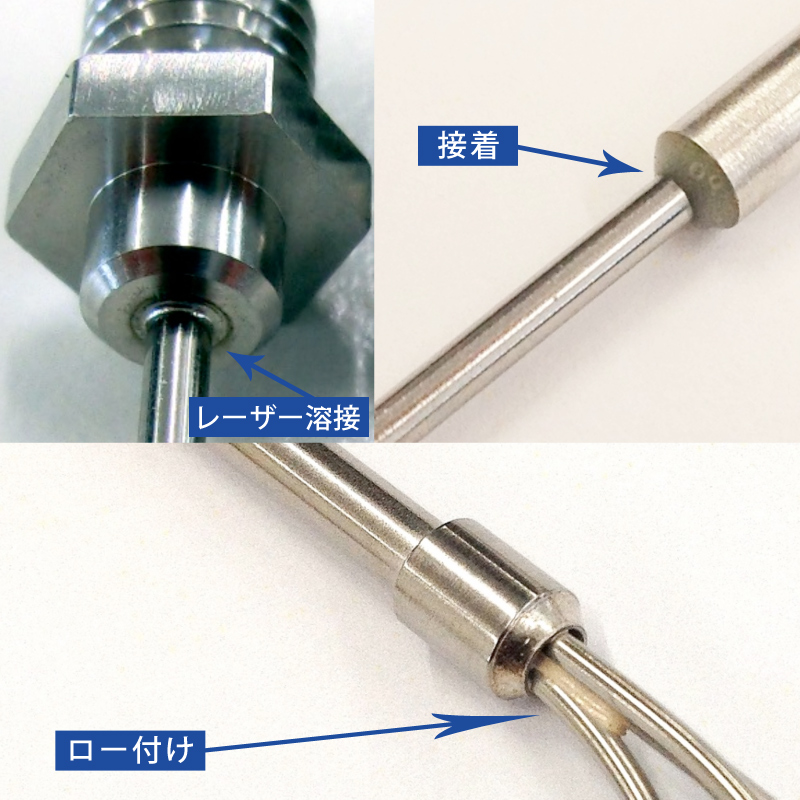 |
Laser processing is performed from various angles by tilting or rotating the nozzle. It is fixed by laser welding, adhesion, and brazing. |
Bending |
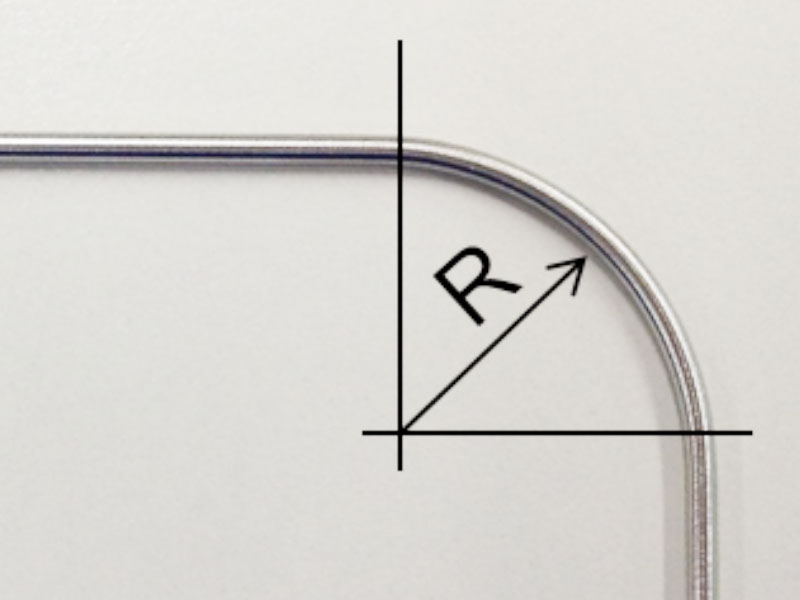 |
Secure the flow path by suppressing pipe flatness due to bending. |
Buffing |
 |
If there is a concern about liquid leakage at the point of connection with the partner’s components, the machining spot can be removed. |
Surface treatment |
 |
Possible to introduce water-repellent coating to control the amount of liquid to be applied, creeping up, and liquid run out.
FC180 thin-film fluorine coatings are available on the internal and external diameters. |

